

Efficient numerical control vehicle clamp and clamp installation method
A car fixture, high-efficiency technology, applied in the direction of clamping, positioning devices, manufacturing tools, etc., can solve the problems of surface clamping, low surface processing quality, low efficiency, etc., achieve high surface processing quality, reduce labor intensity, and facilitate adjustment fast effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The present invention will be further described below in conjunction with the accompanying drawings and embodiments, but not as a basis for limiting the present invention.
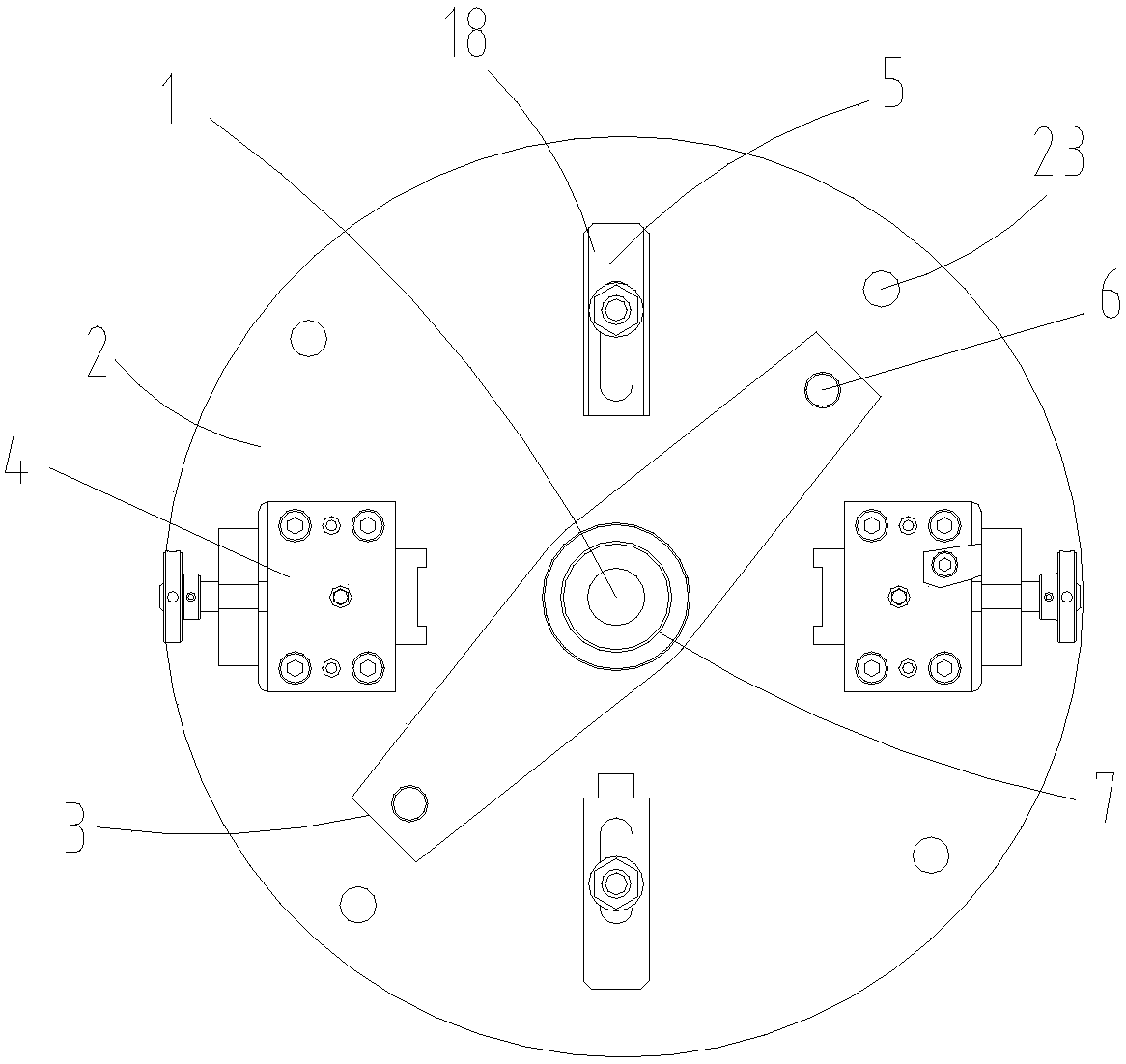
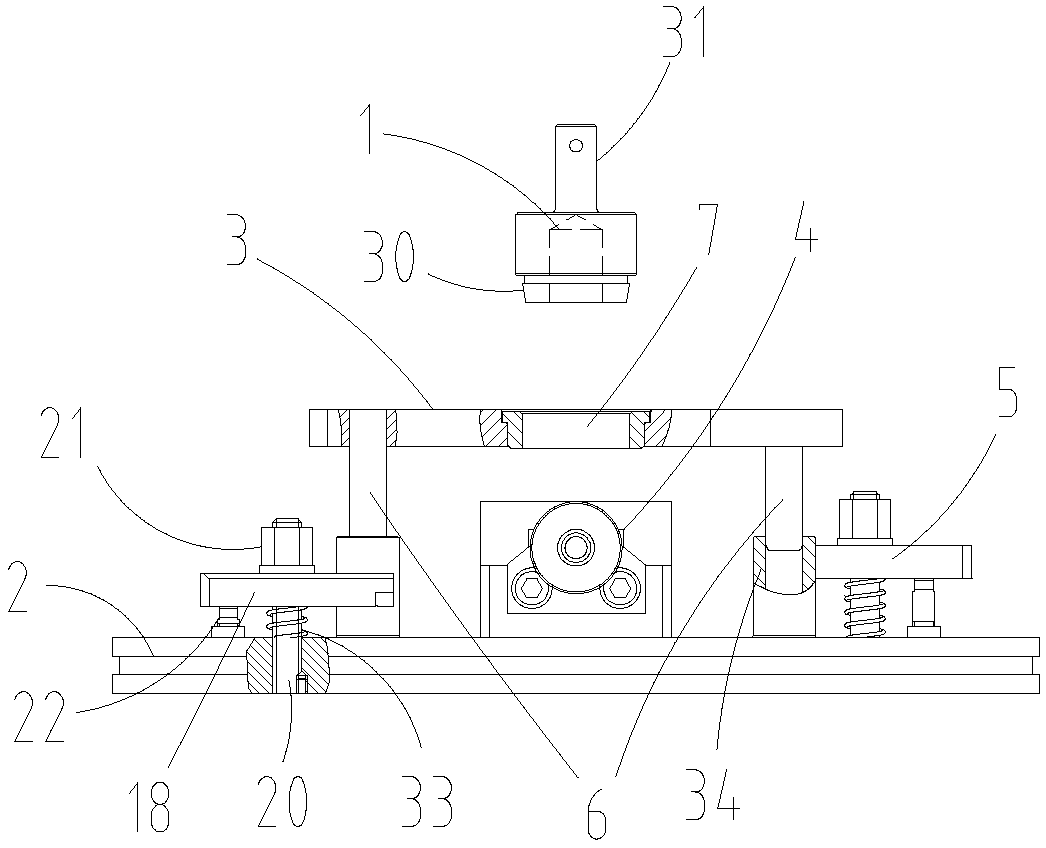
[0037] Example. A high-efficiency CNC car fixture, such as figure 1 and figure 2 As shown, it includes a calibration mandrel 1 and a faceplate 2. The faceplate 2 is provided with a mounting hole 23, a guide sleeve 34, two sets of clamping mechanisms 4 distributed symmetrically about the axis of the faceplate 1, and two sets of clamping mechanisms distributed symmetrically about the axis of the faceplate 1. Mechanism 5, a correction plate 3 is provided above the faceplate 2, and the correction plate 3 is connected with the guide sleeve 34 through the guide rod 6. The correction plate 3 is provided with a correction hole 7 coaxial with the faceplate 2, and the correction hole 7 is connected with the correction mandrel 1 fit. The guide sleeve 34 is fixedly connected with the faceplate, and the gui...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More