Finisher vibration vein eliminating method
A technology of skin pass mill and zinc pot, which is applied in the direction of coating, metal material coating process, metal rolling, etc., can solve problems such as rolling mill chattering defects, achieve the reduction of chattering defects, eliminate chattering defects, operation method Simple and practical effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
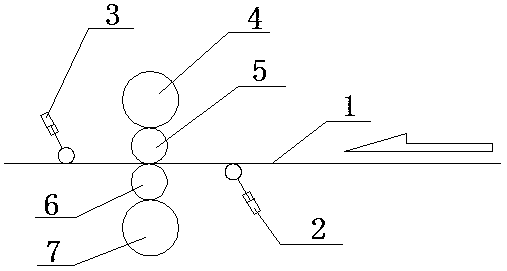
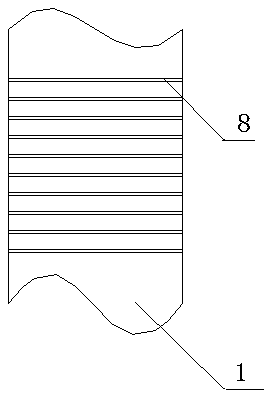
[0016] 1. In normal production, when switching from CQ steel grade to DDQ steel grade, the 1.0*1250mm strip steel outlet zinc pot has horizontal roll marks, with a spacing of 50-100mm, and the zinc pot stabilizing roller and correction roller bite should be reduced in time Measure 5mm, adjust the gap between the bushing and the bearing bush online to reduce the gap by 1mm, and reduce the vibration of the stabilizing roller and the correcting roller.
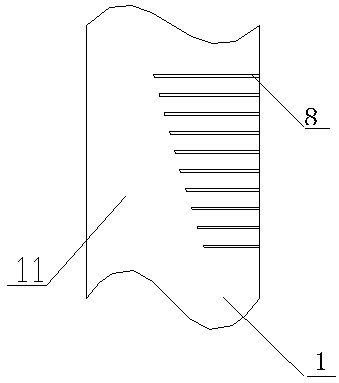
[0017] 2. After adjusting the bite amount of the zinc pot stabilizing roll, the defect has not been significantly alleviated. After adjusting the gap between the bushing and bushing of the stabilizing roller and the correcting roller, the defect has been alleviated, but the horizontal roller mark is still unresolved. The bushing and bushing are seriously worn and shaken in the late stage of roller service. Still obvious.
[0018] 3. After the speed of the production line is reduced from 130 m / min to 110 m / min, the defects of roll...
Embodiment 2
[0023] 1. In normal production, when switching from CQ steel grade to DDQ steel grade, the 1.2*1250mm strip steel outlet zinc pot has horizontal roll marks with a spacing of 50-100mm, and the zinc pot stabilizing roll and correction roll bite should be reduced in time Measure 8mm, adjust the gap between the bushing and the bearing bush online to reduce the gap by 3mm, and reduce the vibration of the stabilizing roller and the correcting roller.
[0024] 2. After adjusting the bite amount of the zinc pot stabilizing roll, the defect has not been significantly alleviated. After adjusting the gap between the bushing and bushing of the stabilizing roller and the correcting roller, the defect has been alleviated, but the horizontal roller mark is still unresolved. The bushing and bushing are seriously worn and shaken in the late stage of roller service. Still obvious.
[0025] 3. After the speed of the production line is reduced from 130 m / min to 110 m / min, the defects of roller pr...
Embodiment 3
[0030] 1. In normal production, when switching from CQ steel grade to DDQ steel grade, the 0.78*1250mm strip steel outlet zinc pot has horizontal roll marks with a spacing of 50-100mm, and the zinc pot stabilizing roller and correction roller bite should be reduced in time Measure 10mm, adjust the gap between the bushing and the bearing bush online to reduce the gap by 1mm, and reduce the vibration of the stabilizing roller and the correcting roller.
[0031] 2. After adjusting the bite amount of the zinc pot stabilizing roll, the defect has not been significantly alleviated. After adjusting the gap between the bushing and bushing of the stabilizing roller and the correcting roller, the defect has been alleviated, but the horizontal roller mark is still unresolved. The bushing and bushing are seriously worn and shaken in the late stage of roller service. Still obvious.
[0032] 3. After the speed of the production line is reduced from 130 m / min to 110 m / min, the defects of rol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More