A kind of forging method of tc4 titanium alloy large size bar
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A large-scale, titanium alloy technology, used in metal processing equipment and other directions, can solve the problems of forging billet cracking, difficult process, increased cost, etc., to increase the degree of deformation of the material, improve the uniformity of the structure, and reduce the loss of materials. Effect
Active Publication Date: 2019-06-07
西安赛特思迈钛业有限公司
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
In the actual implementation of this process, the forging billet will be severely cracked and the loss will be large; the operation is complicated and the process is difficult; Unstable; many fires, grinding in the middle, long production cycle, increased cost and many other problems
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0033] Example 1: TC4 (Ti-6Al-4V) alloy Φ620-2800Kg cast ingot deformed Φ120mm rod forging method: 3500T forging press is selected as the forging equipment.
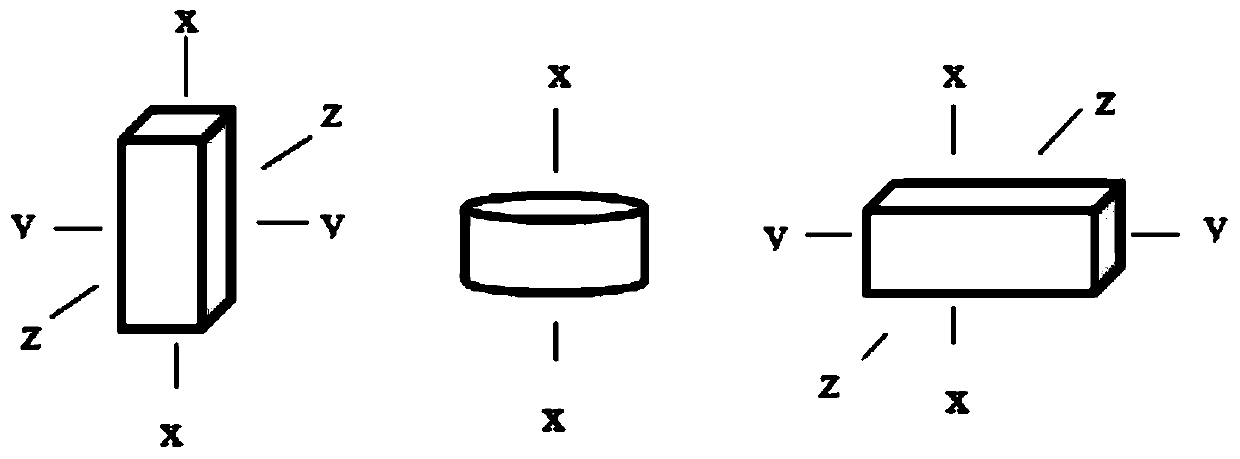
[0034] For the first fire, the ingot is opened. Heating temperature 1100-1150°C, heat preservation 300-360min, elongation deformation: Φ620→□350 (that is, forging an ingot with a diameter of 620mm into a square billet with a side length of 350 in cross section), divided into 7 equal parts, and the weight of a single forging is 400Kg , about 720mm in length, ground after air cooling.
[0035] For the second fire, the heating temperature is 1020-1050°C, and the heat preservation time is 180-210min. First do deep heading in the x direction to a thickness of 250mm (the amount of deformation is about 65%), and then do the reversing elongation deformation in the y direction. Grind after air cooling.
[0036] For the third fire, the heating temperature is 980-1000°C, and the heat preservation time is 180-210min. First do de...
Embodiment 2
[0040] Example 2: TC4 (Ti-6Al-4V) alloy Φ460-1100Kg cast ingot deformed Φ120mm bar forging method: 3500T forging press is selected as the forging equipment.
[0041] For the first fire, the ingot is opened. Heating temperature 1100-1150°C, heat preservation 240-300min, elongation deformation: Φ460→□300 (that is, forging an ingot with a diameter of 460mm into a square billet with a cross-sectional side length of 300). Divided into 4 equal pieces, the weight of a single forging is 275Kg, the length is about 680mm, and it is ground after air cooling.
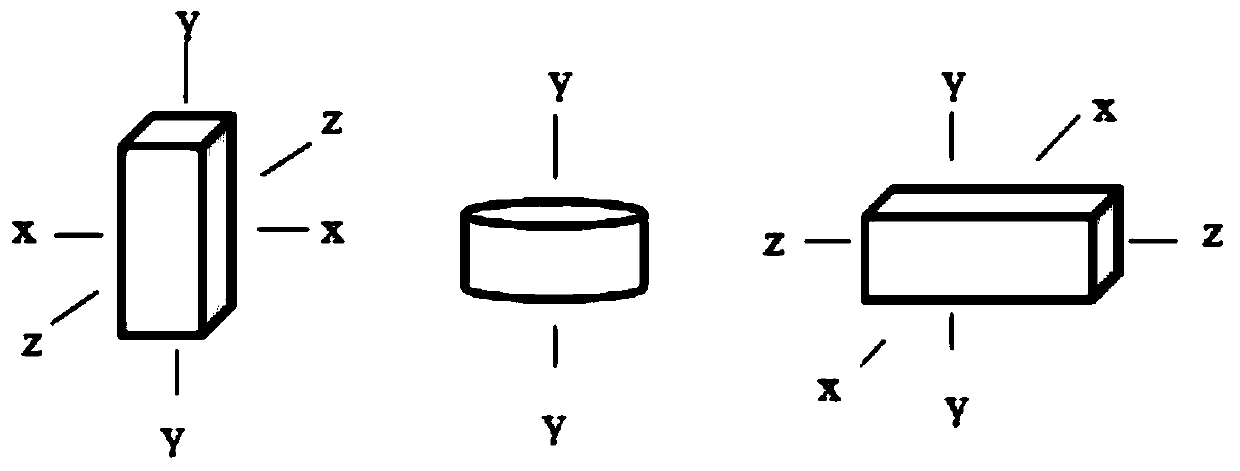
[0042] For the second fire, the heating temperature is 1020-1050°C, and the heat preservation is 150-180min. First do deep heading in the x direction to a thickness of 230mm (the amount of deformation is about 66%), and then do the reversing elongation deformation in the y direction. Grind after air cooling.
[0043] For the third fire, the heating temperature is 980-1000°C, and the heat preservation time is 150-180min. First do ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a forging method of TC4 titanium alloy large-specification rods. TC4 cast ingots are selected; TC4 are drawn to deform according to a deformation of 40-60%, and are broken to obtain multiple forgings; second heating-number forging and third heating-number forging are performed on each forging; one-upsetting and one-drawing deformation is performed on each forging in secondheating-number forging and third heating-number forging; fourth heating-number forging is performed on each forging; one-upsetting and one-drawing deformation is performed; the forgings are rounded asrods of phi 200-phi 220 mm; fifth heating-number forging is performed on each rod of phi 200-phi 220 mm; and the rods are drawn to deform according to a deformation of 40-60%, and are rounded to formrods of phi 120 mm. The one-upsetting and one-drawing operation is adopted to replace traditional three-upsetting and three-drawing operation, so that the operation is simplified, the production costand the material loss are reduced, the material deformation degree is increased, the heart structures can be crushed more sufficiently, and the equiaxial property is achieved; and the blank forging temperature is gradually lowered along with the operation, crushing of grain particles and transformation of morphologies are facilitated, and the structure uniformity of the TC4 alloy large-specification rods is improved.
Description
【Technical field】 [0001] The invention belongs to the technical field of titanium material processing, and in particular relates to a forging method for large-scale rods of TC4 titanium alloys. 【Background technique】 [0002] Titanium is widely used in engineering technology fields such as aviation, navigation, chemical industry, electronics, and medical treatment due to its excellent specific strength, wear resistance, and corrosion resistance. Among them, large-scale structural parts and large-scale medical surgical implants require large-scale rods in the range of Φ40-Φ100mm. [0003] TC4 (Ti-6Al-4V) titanium alloy is a typical two-phase titanium alloy. Due to different thermal processing processes, many microstructures with various morphologies will be formed. For bars in the range of Φ40-Φ100mm, uniformly distributed equiaxed structures are required to obtain good comprehensive mechanical properties. In the production process specification, the structure of TC4 alloy ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More