

Semi-blind hole forge piece hole-shrinking forging method
A semi-blind hole and forging technology, applied in the field of metal plastic forming, can solve the problems of raw material waste, increased forging difficulty, and hidden safety hazards, and achieve the effects of reducing production process consumption, improving internal metal structure, and reducing machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The technical solution of the present invention is achieved in this way: a method for forging a semi-blind hole forging, comprising the following steps:
[0024] Step 1), stagger the tail of the ingot and chop the riser;
[0025] Step 2), upsetting;
[0026] Step 3), punching with a solid punch;
[0027] Step 4), use the horse bar to ream the hole until the large diameter end of the traditional common mandrel can penetrate the blank for elongation;
[0028] Step 5), use the traditional common mandrel to draw and grow to the preform;
[0029] Step 6), upsetting the vertical material, and flattening the end surface of the blank;
[0030] Step 7), forming the hole;
[0031] Step 8), finishing the surface.
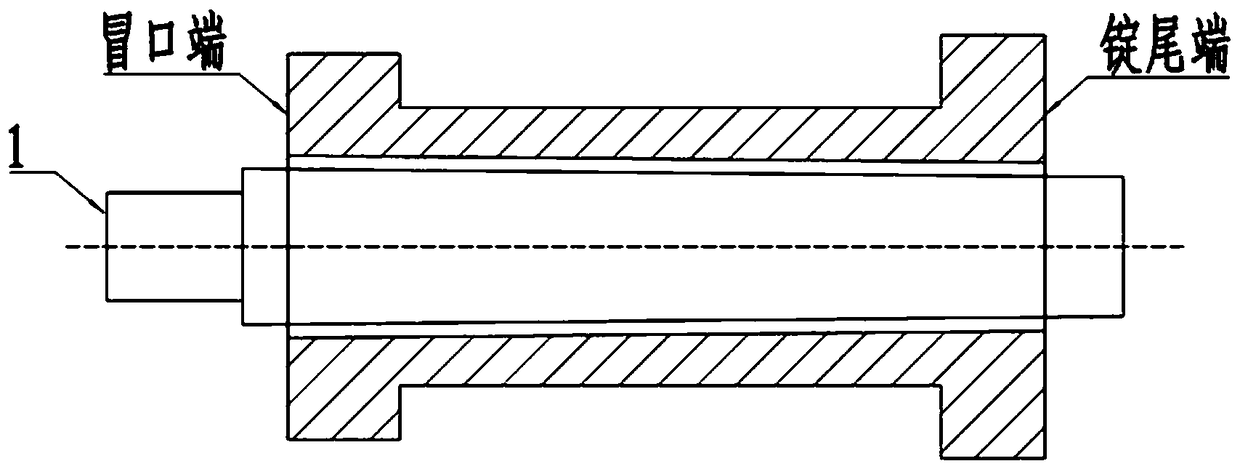
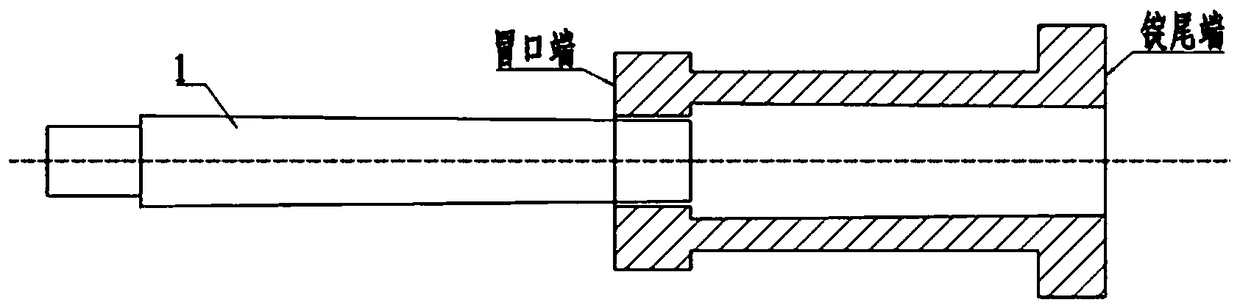
[0032] Figure 5 Shown is a finished product drawing of a semi-blind forging after the hole is closed, and both ends of the semi-blind forging are semi-blind.
[0033] The raw material of the semi-blind forging is a die-cast steel ingot. When the forging producti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More