Modified plastics production line based on mechanical vision detection and detection method thereof
A technology of machine vision and production line, which is applied in the field of machine vision inspection and automation, can solve problems such as negligent plastic production quality and unqualified performance of plastic products, and achieve the effects of low cost, good practicability, and reduced burden
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In order to make the technical solutions of the present invention clearer and clearer to those skilled in the art, the present invention will be further described in detail below in conjunction with the examples and accompanying drawings, but the embodiments of the present invention are not limited thereto.
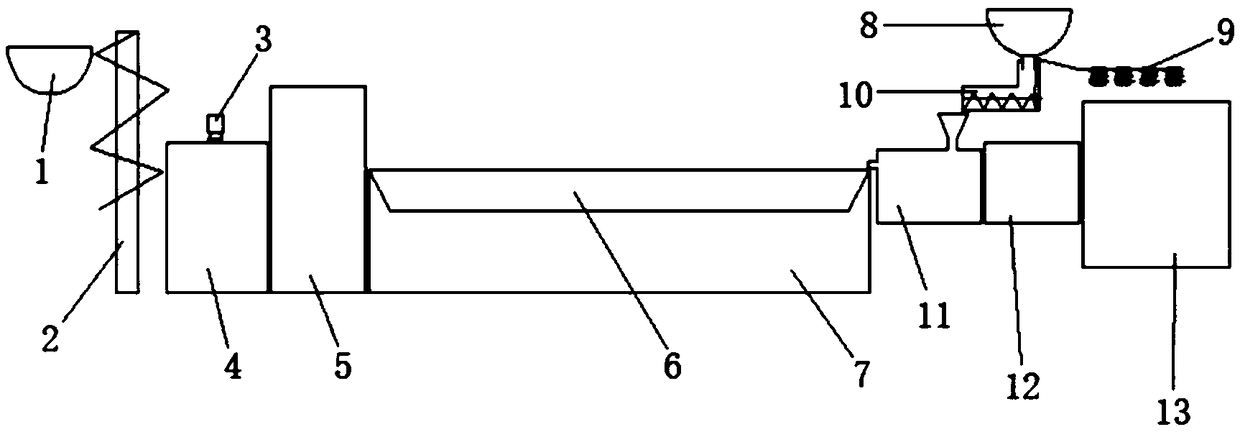
[0032] like figure 1 As shown, a modified plastics production line based on machine vision detection provided in this embodiment includes: a feeding bucket 8 for holding uniformly stirred plastic raw materials, color masterbatch, toner and additives; the feeding bucket 8 A single-screw feeding device 10 is connected to the top, and the single-screw feeding device 10 is connected to the glass fiber 9, so that the glass fiber 9 is fed together with the uniformly stirred plastic raw materials, color masterbatch, toner and additives; A twin-screw feeding extruder 11 for extruding linear plastics below the barrel 8; connected to the twin-screw feeding extruder 11, used ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com