Casting method of thruster shroud with widely different wall thickness
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology with a large difference and a shroud, which is applied in the direction of casting molding equipment, casting molds, and casting mold components, can solve the problems of easy closing of feeding channels, fast cooling speed, and affecting the self-feeding effect of castings, etc., to achieve improved Anti-distortion ability of graphite, ensure the spheroidization rate of molten iron, and enhance the effect of self-feeding effect
Active Publication Date: 2020-04-28
YICHANG MARINE DIESEL ENGINE
View PDF5 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0004] 1. The wall thickness of the castings varies greatly, and the size of the castings is difficult to guarantee
[0005] 2. It is difficult to ensure the filling capacity of molten iron. In order to improve the filling capacity in the foundry industry, it is generally achieved by increasing the carbon equivalent and increasing the pouring temperature. However, there are parts with large wall thickness in this casting, and graphite floating or graphite distortion is prone to occur in thick parts.
[0006] 3. The cooling speed of thin-walled ductile iron castings is fast, which easily leads to insufficient graphitization, and the feeding channel is easy to close, which affects the self-feeding effect of castings, and shrinkage cavities and shrinkage defects are prone to occur
In addition, the entry of slag and sand into the cavity can easily cause skin penetration at the thin wall, resulting in water pressure leakage
Therefore, it cannot meet the requirements of hydrostatic test
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0038] A method for casting a thruster shroud with widely different wall thicknesses, comprising the following steps:
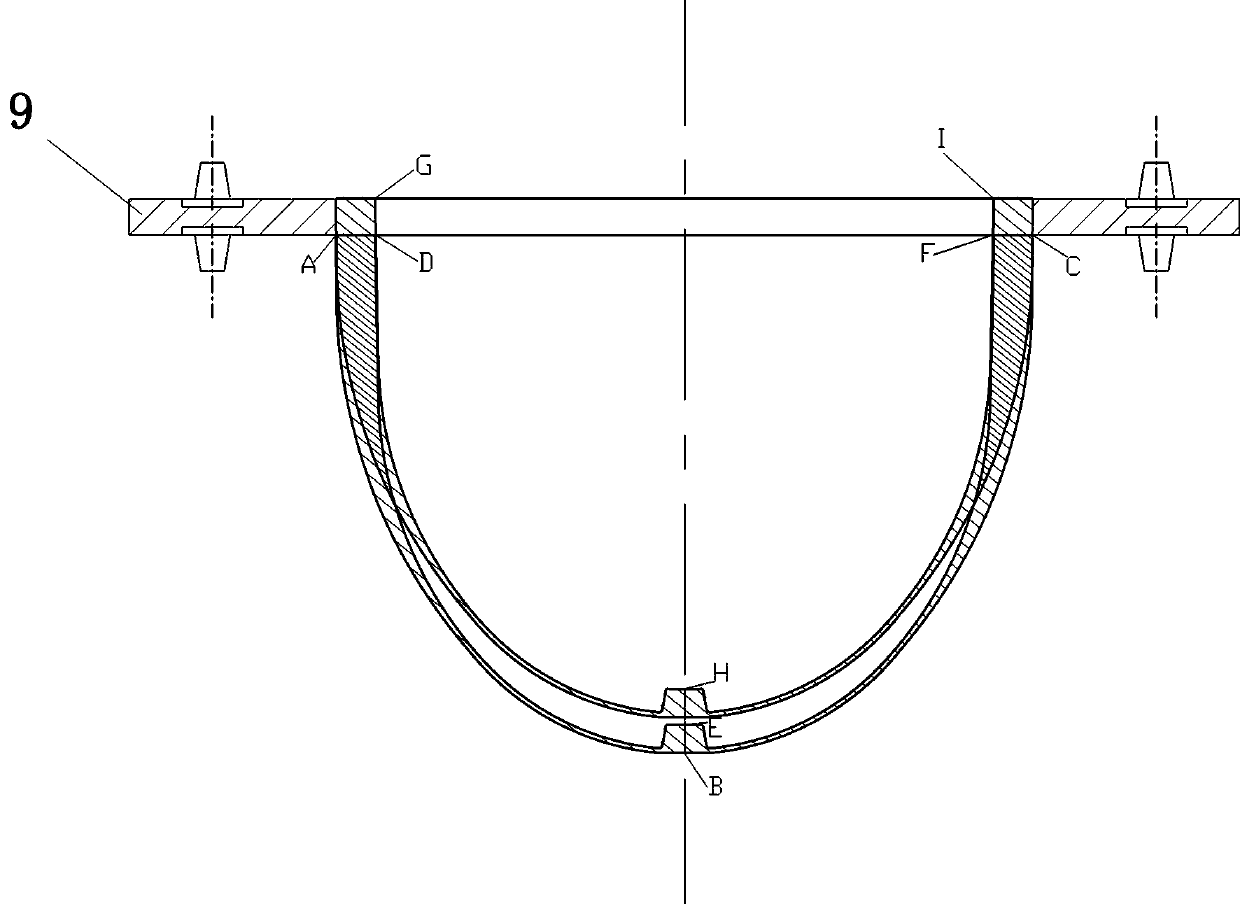
[0039] 1. Mold making, making wooden molds according to the shape and inner cavity size of the shroud. The shape of the inner cavity is made, and a backing plate is provided on the outer side of the upper end of the wooden mold, and the thickness of the backing plate is the same as the height of the lifting of the shroud.
[0040] Such as figure 1 As shown, when the wooden mold is made, the shape is made according to the arc ABC of the shape of the shroud, and the inner cavity is made according to the radian of the inner cavity corresponding to the 100mm lift of the shroud as a whole, that is: from point D to point G, from point E to Point H, point F to point I; at this time, the thickness of the bottom of the wooden form is 113mm, and the thickness of the upper end of the wooden form is 107mm. The thickness of the entire wooden form is basically the same, ...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
Login to View More
Abstract
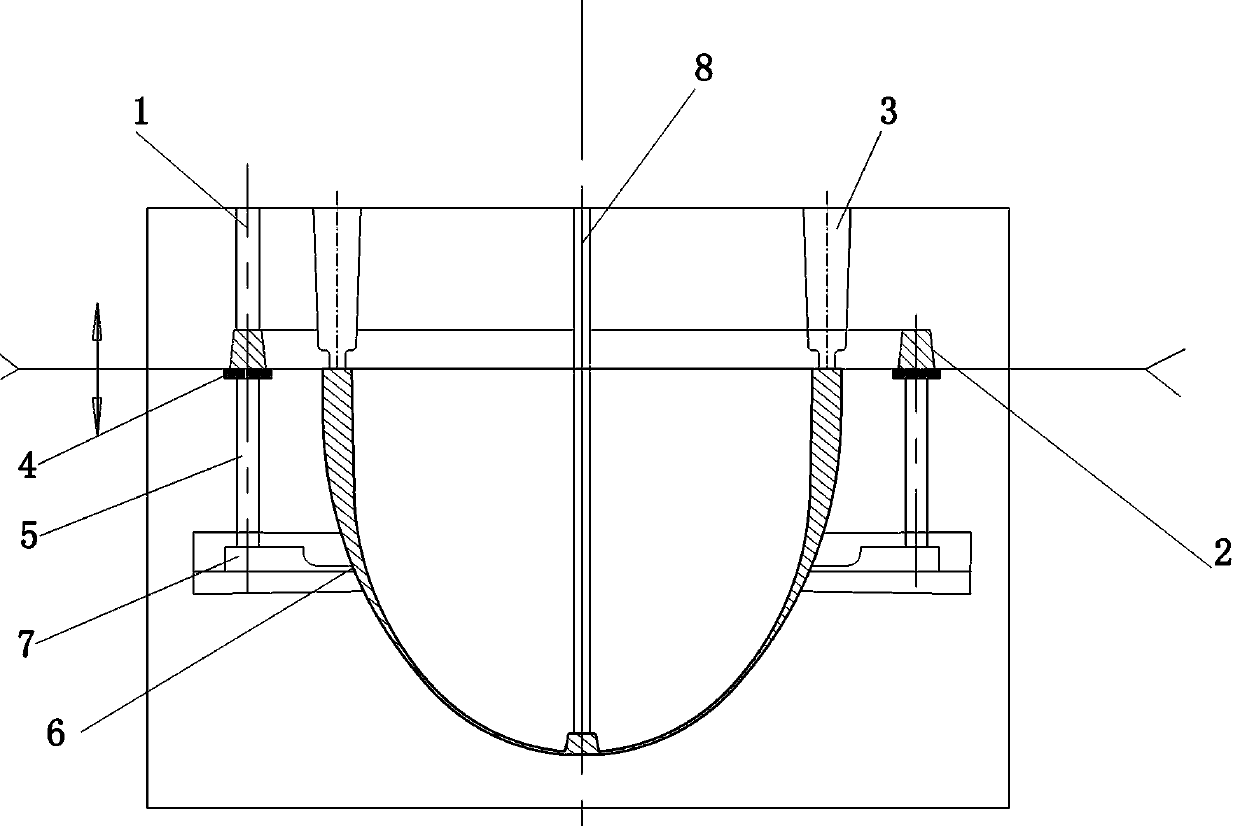
The invention provides a casting method of a propeller fairing with a great wall thickness difference. The casting method of the propeller fairing comprises the following steps that 1, mold manufacturing is carried out, specifically, a wooden mold is manufactured according to the shape and the inner cavity size of the fairing; 2, molding is carried out, specifically, a lower mold and a mold core are manufactured through the wooden mold, a sprue, cross pouring gates communicating with the sprue and gate risers are arranged in an upper mold, and inner sprues and inner pouring gates are arrangedin the lower mold; 3, mold closing is carried out, specifically, the mold core is installed in a mold cavity of the lower mold, and the upper mold is assembled on the lower mold; 4, smelting is carried out, specifically, raw materials for casting are smelted, and the brand of the casting materials is QT450-12; 5, inoculation is carried out, specifically, an inoculant is added to the bottom of a casting ladle before discharging, and the inoculant is added to a pouring basin for flow inoculation before pouring; 6, pouring is carried out, specifically, smelted and inoculated molten steel is poured into the sprue for pouring through a pouring cup; and 7, treatment is carried out, a pouring and riser system is cut off, the surface of a product is polished to be smooth and flat, and the size andsurface quality of the product are checked. The casting method can reduce distortion of graphite and improve the molding quality of a casting.
Description
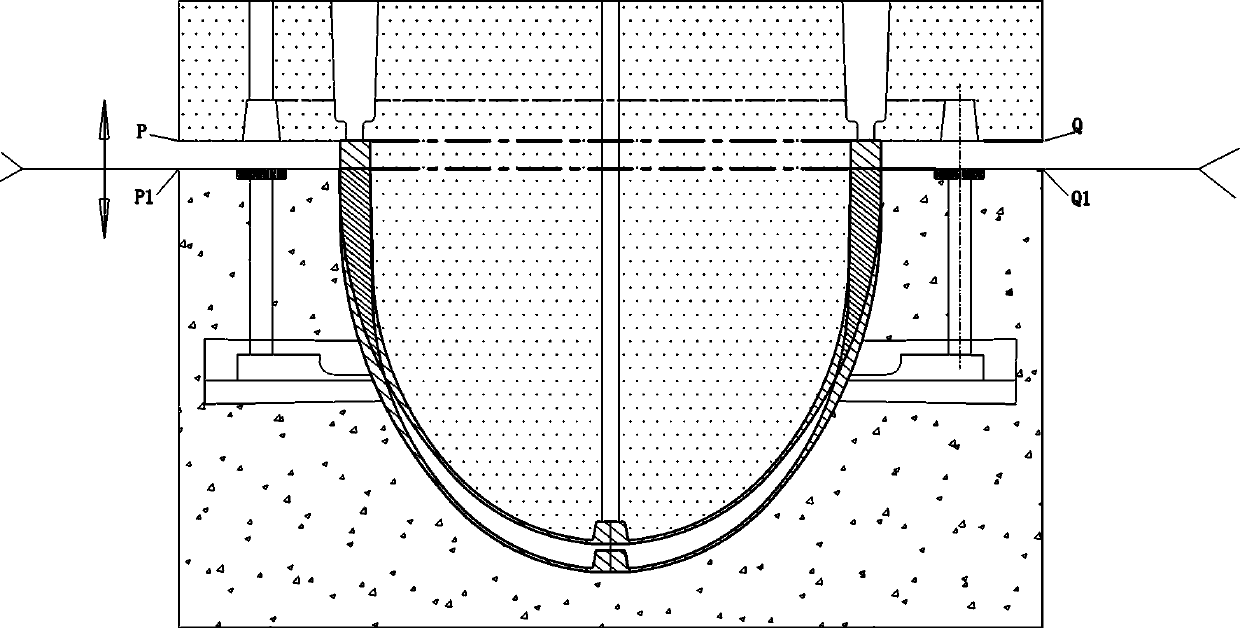
technical field [0001] The invention relates to the field of casting, in particular to a casting method for propeller shrouds with widely different wall thicknesses. Background technique [0002] The shroud of the propeller is ellipsoidal, such as Figure 5~6 As shown, the maximum outer diameter: Ø1930mm, the height of the blank: 1432mm, the upper and lower wall thicknesses are very different, the maximum wall thickness is 107.5mm, and the minimum wall thickness is 12.7mm. It is an export product and requires high dimensional accuracy of castings (CT10--11). 100% surface magnetic particle inspection (level 2) and hydrostatic test (0.345MPa, 40min) are required. [0003] There are the following difficulties in the blank casting of the shroud: [0004] 1. The wall thickness of castings varies greatly, and it is difficult to guarantee the size of castings. [0005] 2. It is difficult to guarantee the filling capacity of molten iron. In order to improve the filling capacity in...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More