Method for measuring sectional profile size of turbine blade
A technology of turbine blades and cross-section profile, applied in the field of aero-engine turbine blade measurement, can solve the problems affecting turbine blade measurement accuracy, compensation error, large compensation error, etc., and achieve the effects of high work efficiency, high measurement accuracy, and simple measurement process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention may be implemented in a variety of different ways defined and covered below.
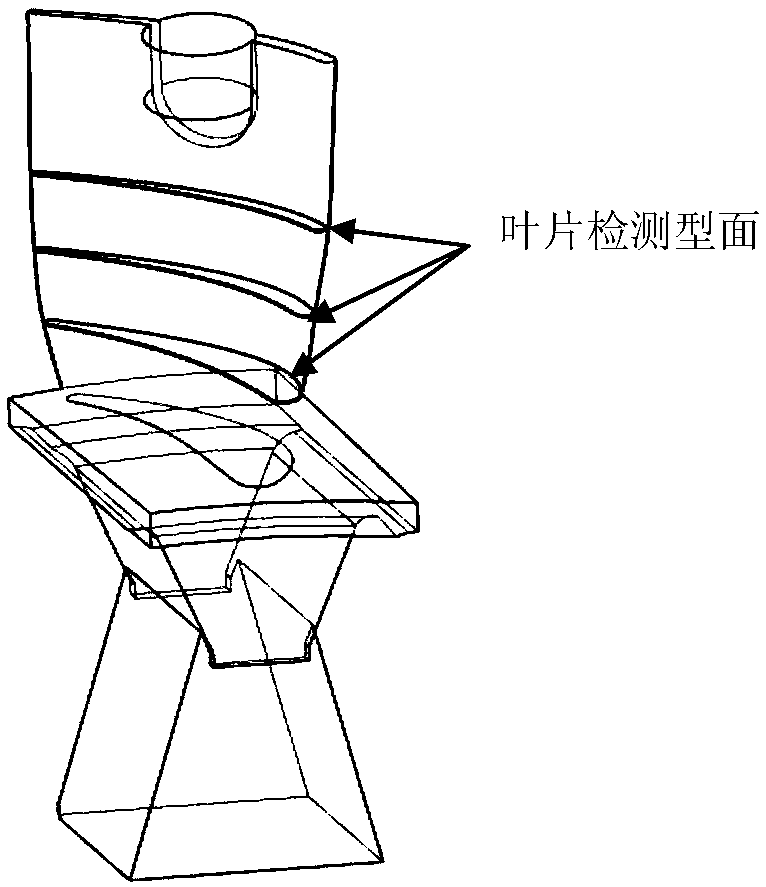
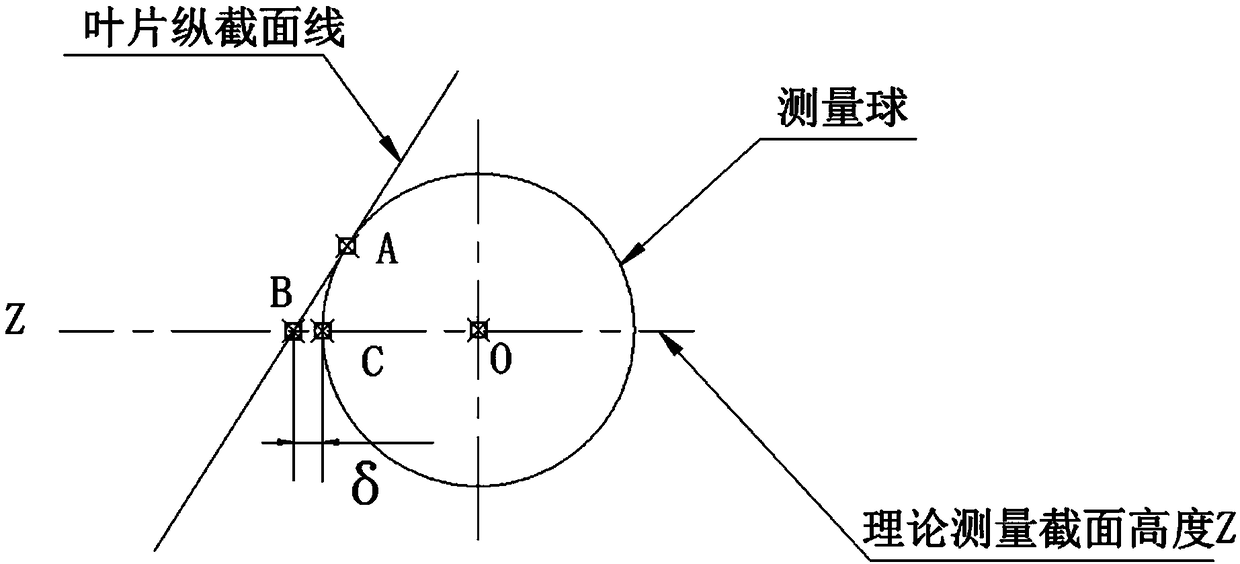
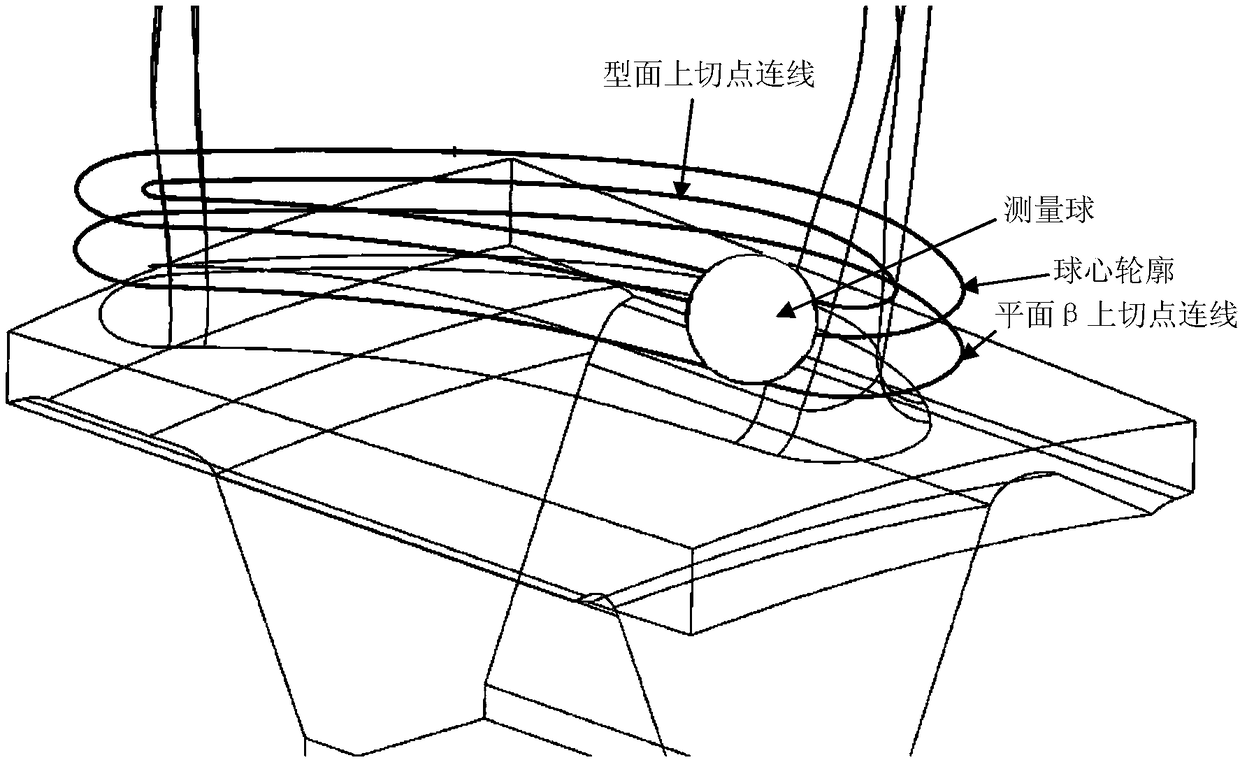
[0028] image 3 It is a schematic diagram of the measurement of the cross-sectional profile size of the turbine blade in the preferred embodiment of the present invention; Figure 4 It is a two-dimensional schematic diagram of theoretical leaf profile compensation in a preferred embodiment of the present invention; Figure 5 It is a schematic diagram of the theoretical blade shape compensation rolling ball (surface rounding operation) of the preferred embodiment of the present invention; Image 6 It is a three-dimensional schematic diagram of measuring radius compensation in a preferred embodiment of the present invention; Figure 7 It is a two-dimensional schematic diagram of measuring radius compensation in a preferred embodiment of the present inventi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com