

A kind of 600mpa grade hot-rolled trip type dual-phase steel and its preparation method
A dual-phase steel and hot-rolled steel technology, applied in the field of 600MPa-level hot-rolled TRIP dual-phase steel and its preparation, can solve problems such as difficult to meet, difficult to form, etc., to improve safety factor, good economic applicability and application prospects Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0026] The second aspect of the present invention provides the preparation method of the above-mentioned 600MPa grade hot-rolled TRIP type dual-phase steel, the steps comprising:
[0027] S1. The molten iron is smelted and cast to obtain the cast billet that meets the chemical composition requirements, and the cast billet is heated to 1150-1250 ℃ under the protection of 99.99% high-purity nitrogen and kept for 1.5-2.5h;
[0028] S2. Controlling hot rolling of the heat-preserved slab, the controlled hot rolling includes 2-3 passes of rough rolling and 3-5 passes of finishing rolling, and the total reduction of the rough rolling is 82-84%. The finishing rolling is uniformly rolled at a speed of 7-8m / s, and the total reduction of finishing rolling is 75-82% to obtain a hot-rolled steel strip with a thickness of 4.3-4.7mm;
[0029] S3. Cool the hot-rolled steel strip to 690-720°C at a cooling rate of 40-55°C / s, then air-cool it for 20-30s, and then cool it to 250-280°C at a coolin...
Embodiment 1
[0032] The present embodiment provides a preparation method of 600MPa grade hot-rolled TRIP type dual-phase steel, the steps comprising:
[0033] The casting billet was heated to 1200 ℃ under the protection of 99.99% high-purity nitrogen for 2 hours, and protected with nitrogen with a purity of 99.99% during heating. The chemical composition of the cast slab is as follows: in terms of mass percentage, C: 0.124%, Si: 0.39%, Mn: 1.67%, Alt: 0.42%, P: 0.014%, and the rest are Fe and inevitable impurities.
[0034] The hot-rolled slab after heating and heat preservation is started at 1180°C, and the hot-rolling process is controlled as follows: 3 passes of rough rolling, the total rough rolling reduction is 83%, and 4 passes of finishing rolling are carried out. The speed of 7.5m / s was uniformly rolled, the entry temperature of the final pass of finishing rolling was 880°C, and the total reduction of finishing rolling was 79%, and a hot-rolled steel strip with a thickness of 4.5mm...
Embodiment 2
[0039] This embodiment provides a 600MPa-grade hot-rolled TRIP-type dual-phase steel, which adopts basically the same preparation steps as in Embodiment 1, except that the chemical composition of the cast slab is: in terms of mass percentage, C: 0.131%, Si : 0.36%, Mn: 1.55%, Alt: 0.45%, P: 0.012%, and the rest are Fe and inevitable impurities.
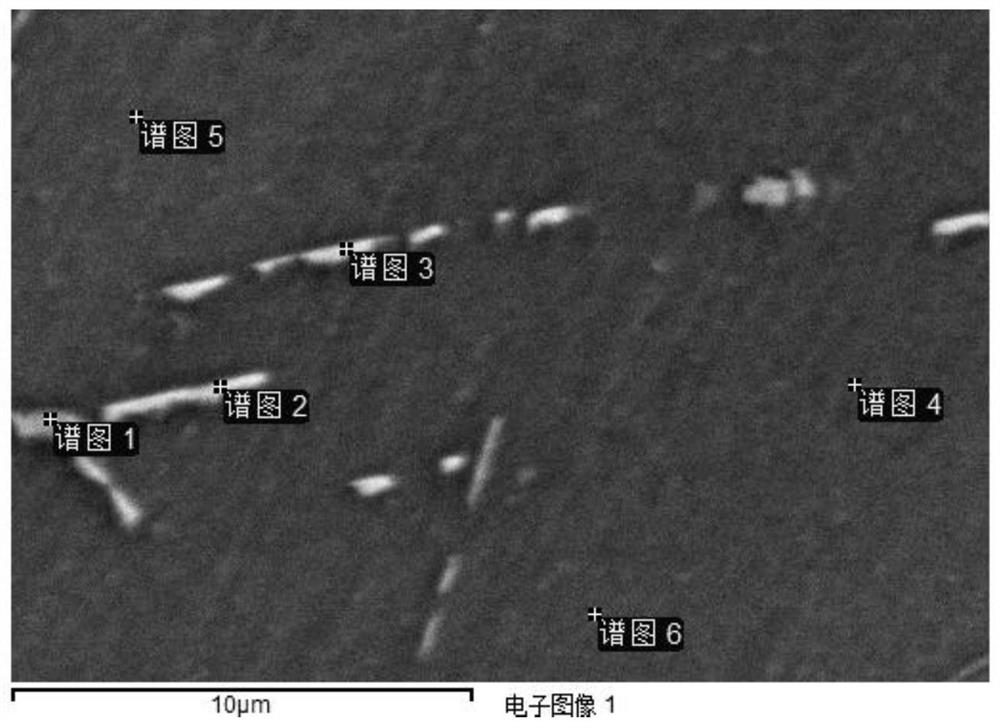
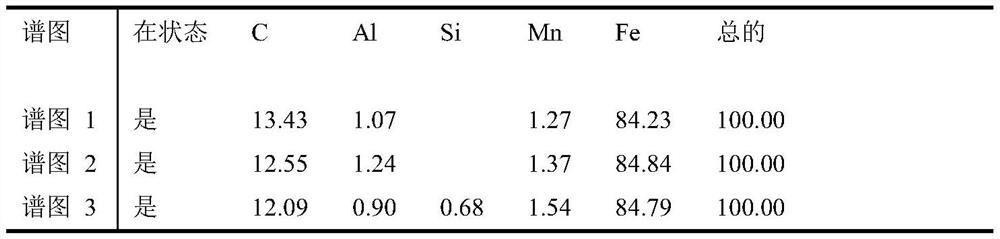
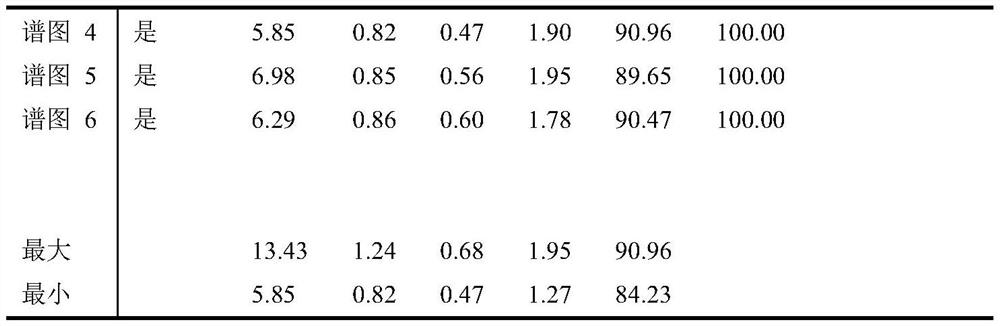
[0040] The obtained 600MPa hot-rolled TRIP type dual-phase steel microstructure is composed of three phases: ferrite, martensite and thin-film retained austenite. The percentage of each phase (volume percentage, %) of the surface structure is: 5.2% retained austenite, 11% martensite, the rest are ferrite, and there are rod-like carbides in the ferrite. The percentage of each phase of the main structure of the steel except the surface structure is: 3.5% retained austenite, 38% martensite, the rest is ferrite, no carbide precipitation; within the thickness range of 0-22μm from the surface , the average number of rod-shaped carbides per...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More