

Off-line compensation method for contour error of machining path of four-axis lathe
A technology of contour error and compensation method, which is used in instruments, computer control, simulators, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0060] The specific implementation manner of the present invention will be described in detail in conjunction with the technical scheme and the accompanying drawings.
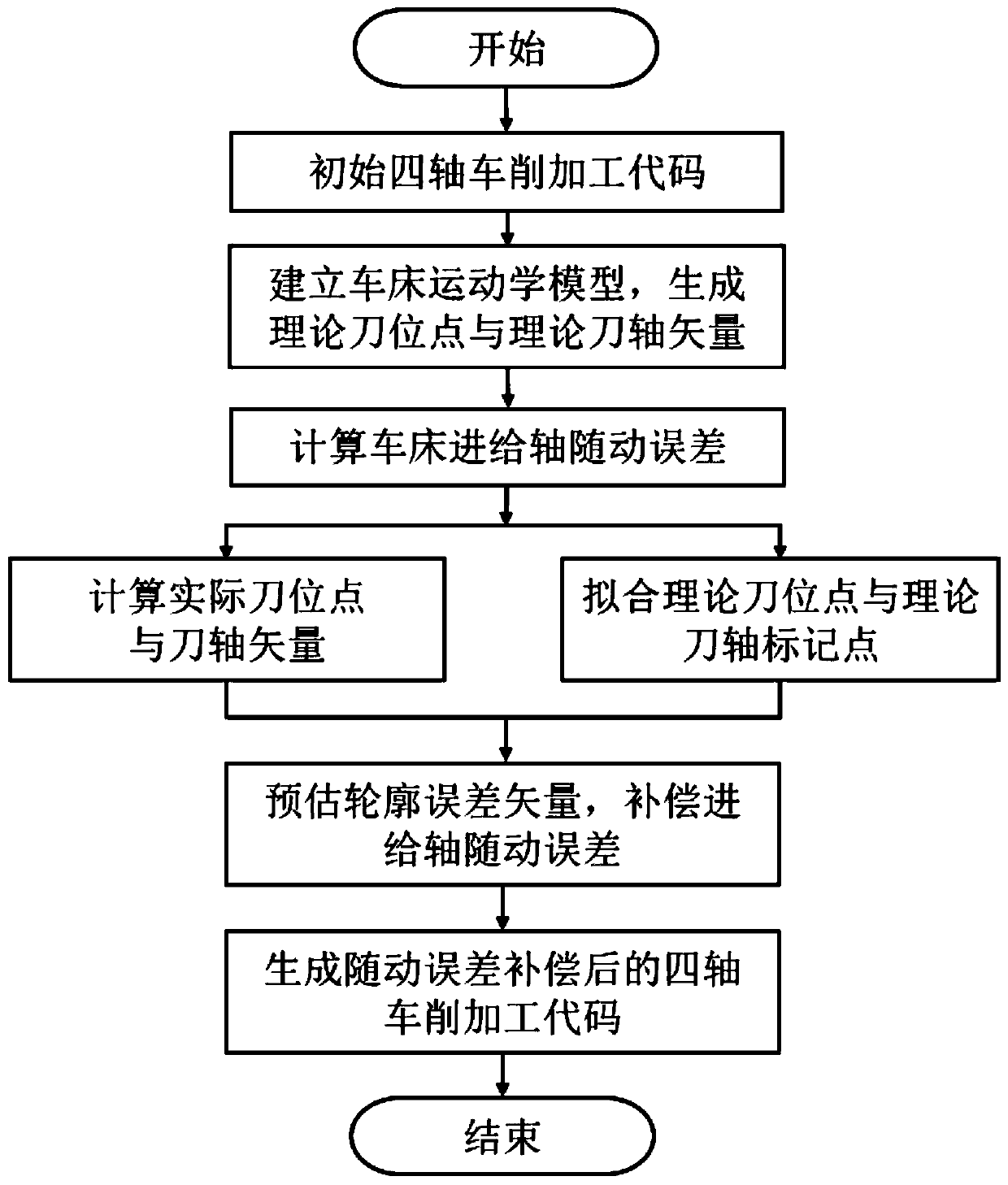
[0061] In four-axis lathe machining, due to the problems of servo lag and dynamic mismatch in the CNC system, the feed axis will generate follow-up errors, which will induce machining track contour errors, and ultimately affect the actual accuracy of the workpiece. In order to solve this problem and realize the high-precision tracking of the turning machining trajectory, an off-line compensation method for the contour error of the machining trajectory of the four-axis lathe is invented for the closed closed-loop CNC system. The overall process is shown in the attached figure 1 shown.
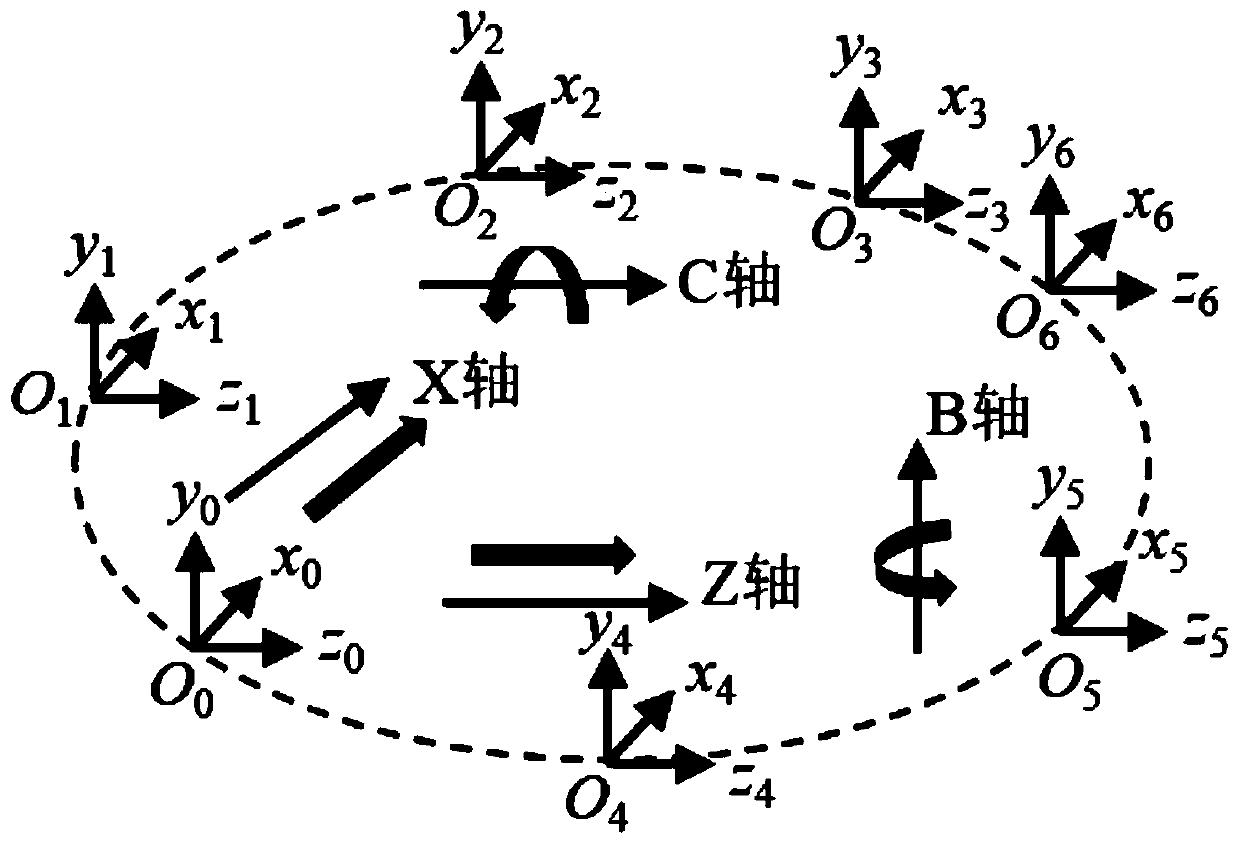
[0062] to attach figure 2 The shown X-C&Z-B four-axis lathe is taken as an example to perform off-line compensation of the machining track contour error of the four-axis lathe. The specific steps are:
[0063] Step 1. Establis...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More