

Machining method of aviation parts spinning blanks
A technology for machining and parts, applied in the field of machining of blanks of spinning parts for aerospace parts, can solve the problems of uneven blank allowance and low processing efficiency of spinning parts, so as to reduce the degree of human intervention and improve processing efficiency. , The effect of shortening the processing cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
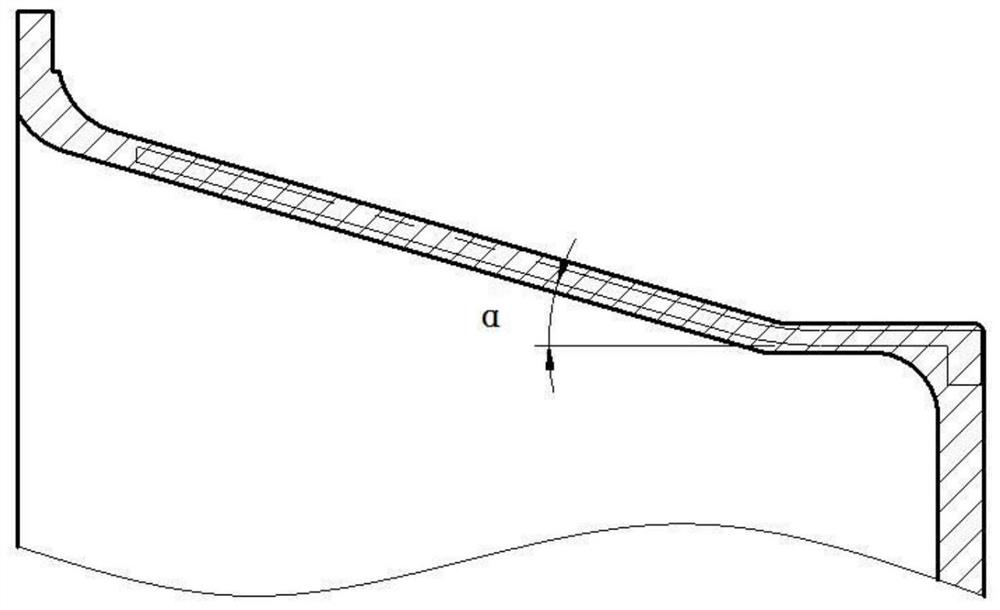
[0058]Take the processing of a certain type of engine combustion chamber casing as an example. The engine combustion chamber casing is a typical spinning part, such asfigure 2 As shown, the known surface taper α=16°.
[0059]According to the theoretical dimensions of the parts of the combustion chamber casing and the theoretical dimensions of the parts, the theoretical unilateral allowance A of the inner and outer surface of the part is calculated to be 3mm, and the remaining finishing allowance is 0.15mm. The processing steps are as follows:
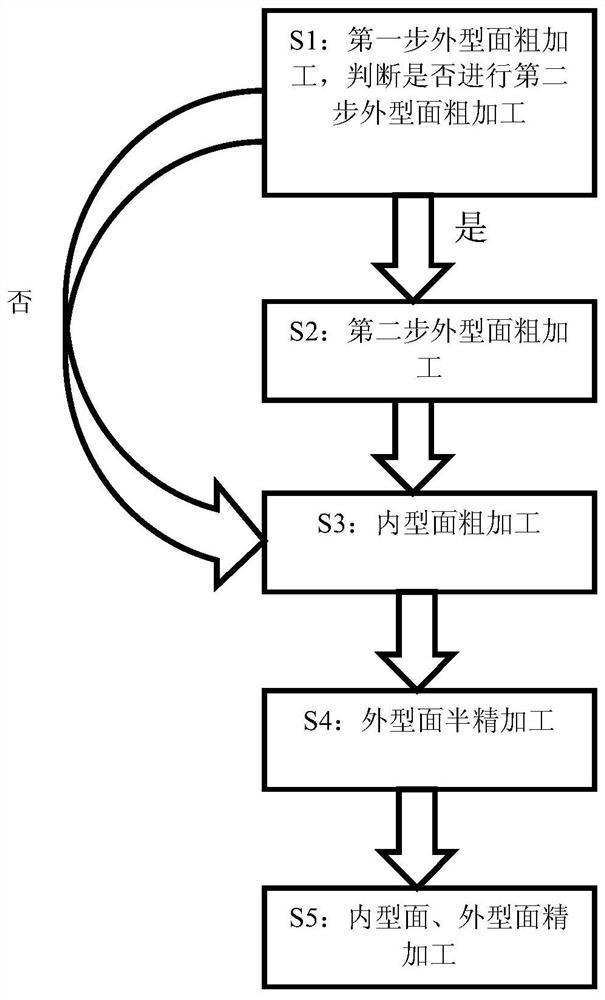
[0060]S1. After aligning and clamping the parts, perform the first rough machining on the outer surface to remove the rough machining allowance LCrude =2mm;
[0061]And judge whether the part continues to perform the second step of rough machining of the outer surface:
[0062](1) If all the outer surface is processed in place, then according to the theoretical unilateral allowance, skip to the third step to process down, and there is no need to advance ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More