Nozzle shell selective laser melting forming method
A technology of laser selective melting and nozzle shell, applied in the field of additive manufacturing, can solve the problem of metal powder cannot be removed, and achieve the effect of reducing the number of parts, increasing the cleaning efficiency, and increasing the air pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The present invention is described in further detail below in conjunction with accompanying drawing:
[0031] The method of the present invention comprises the following steps:
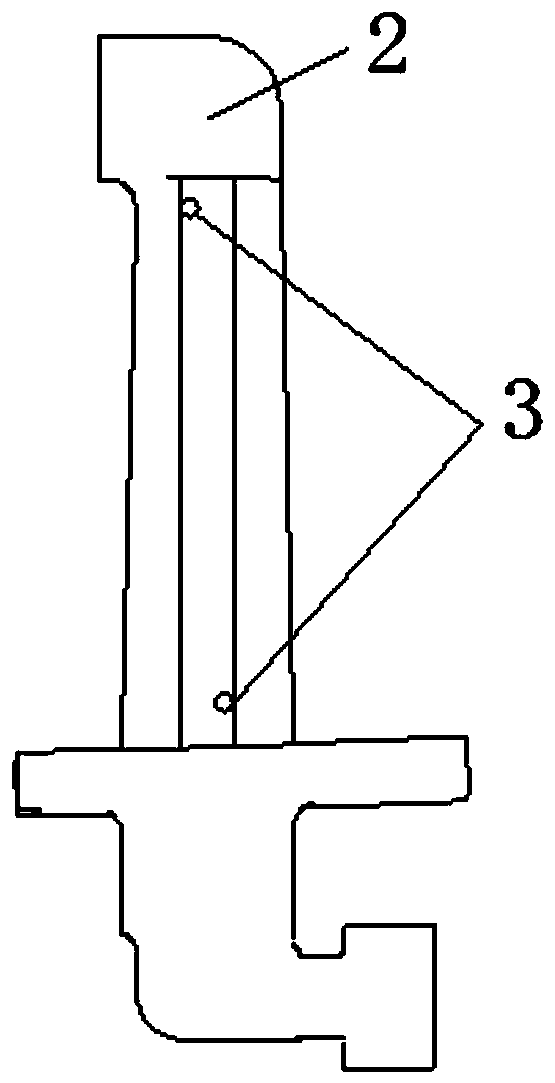
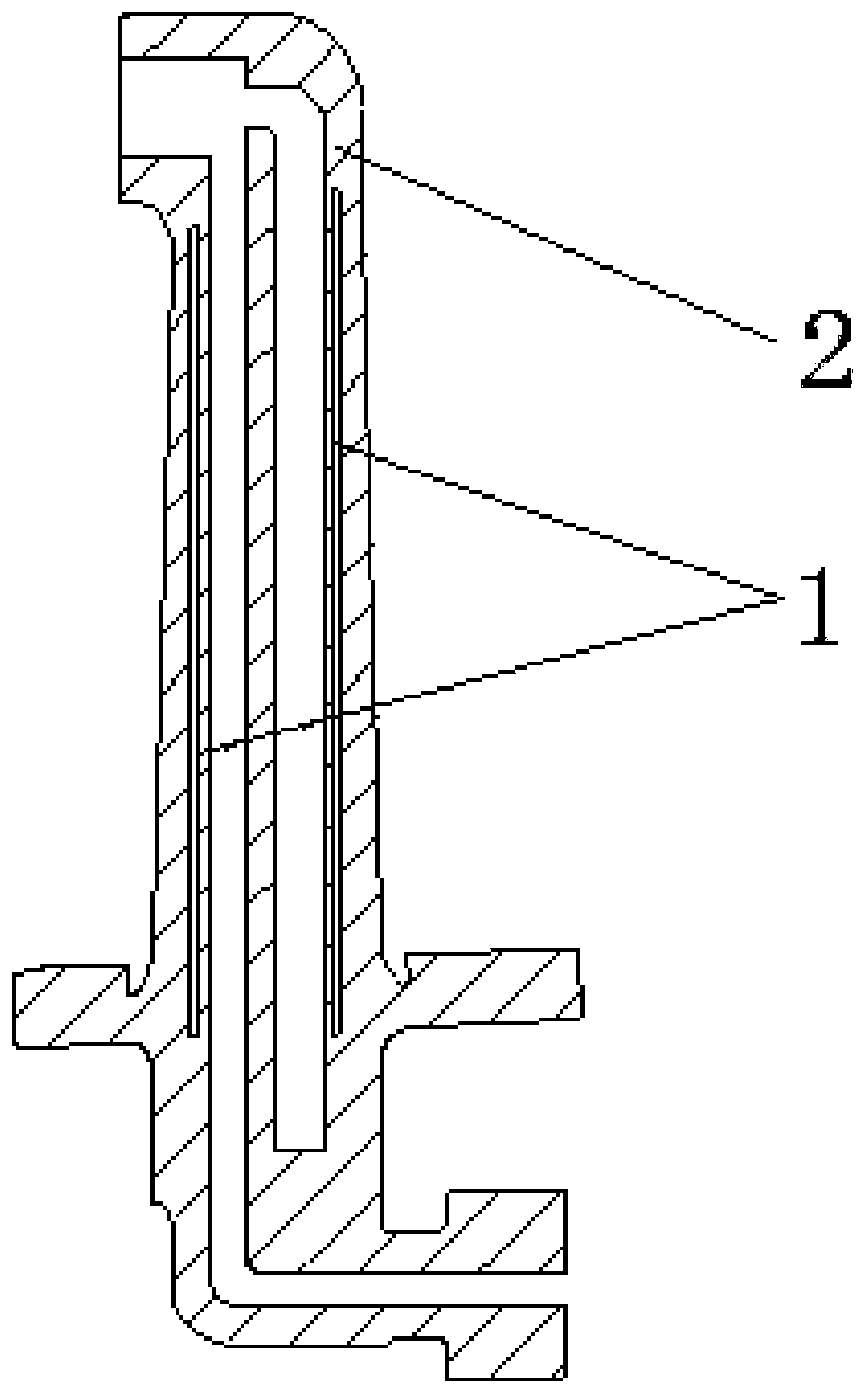
[0032] Step 1, the aviation fuel nozzle housing 2 with a closed cavity structure is formed by laser selective melting and additive manufacturing, such as Figure 1-2 As shown, the forming direction of the nozzle housing 2 parts is placed vertically.
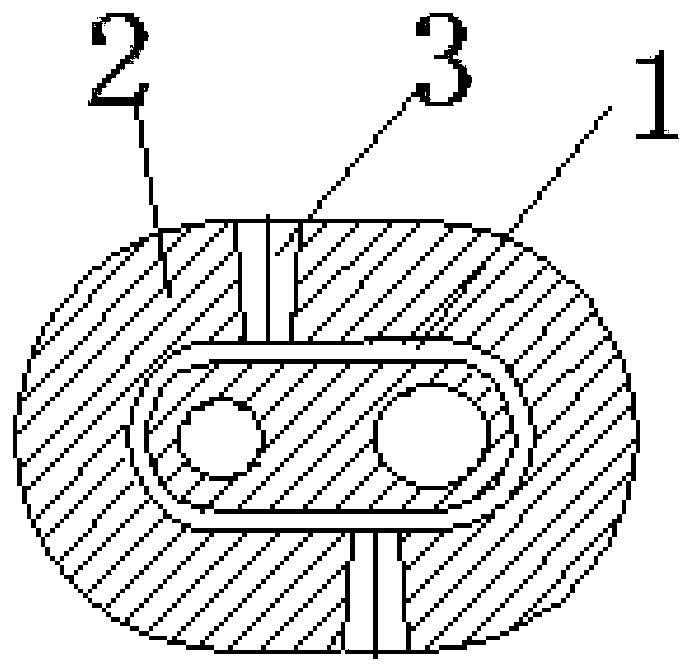
[0033] The nozzle housing 2 includes a nozzle head, a rod and a mounting plate connected in sequence. The bottom of the mounting plate is respectively provided with an oil inlet port of the main oil circuit and an oil inlet port of the auxiliary oil circuit. They are perpendicular to each other and are respectively connected to two independent oil passages. The two independent oil passages are arranged inside the rod. The nozzle head is provided with a nozzle opening. The two independent oil passages converge to the nozzle opening. A completely c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com