

Welding trajectory real-time detecting method in welding process of welding robot
A welding robot and welding process technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of complex on-site installation and high cost, and achieve the effect of simple and fast implementation, convenient maintenance, and simple and fast installation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] In order to make the purpose, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the drawings in the embodiments of the present invention. Obviously, the described embodiments It is a part of embodiments of the present invention, but not all embodiments. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
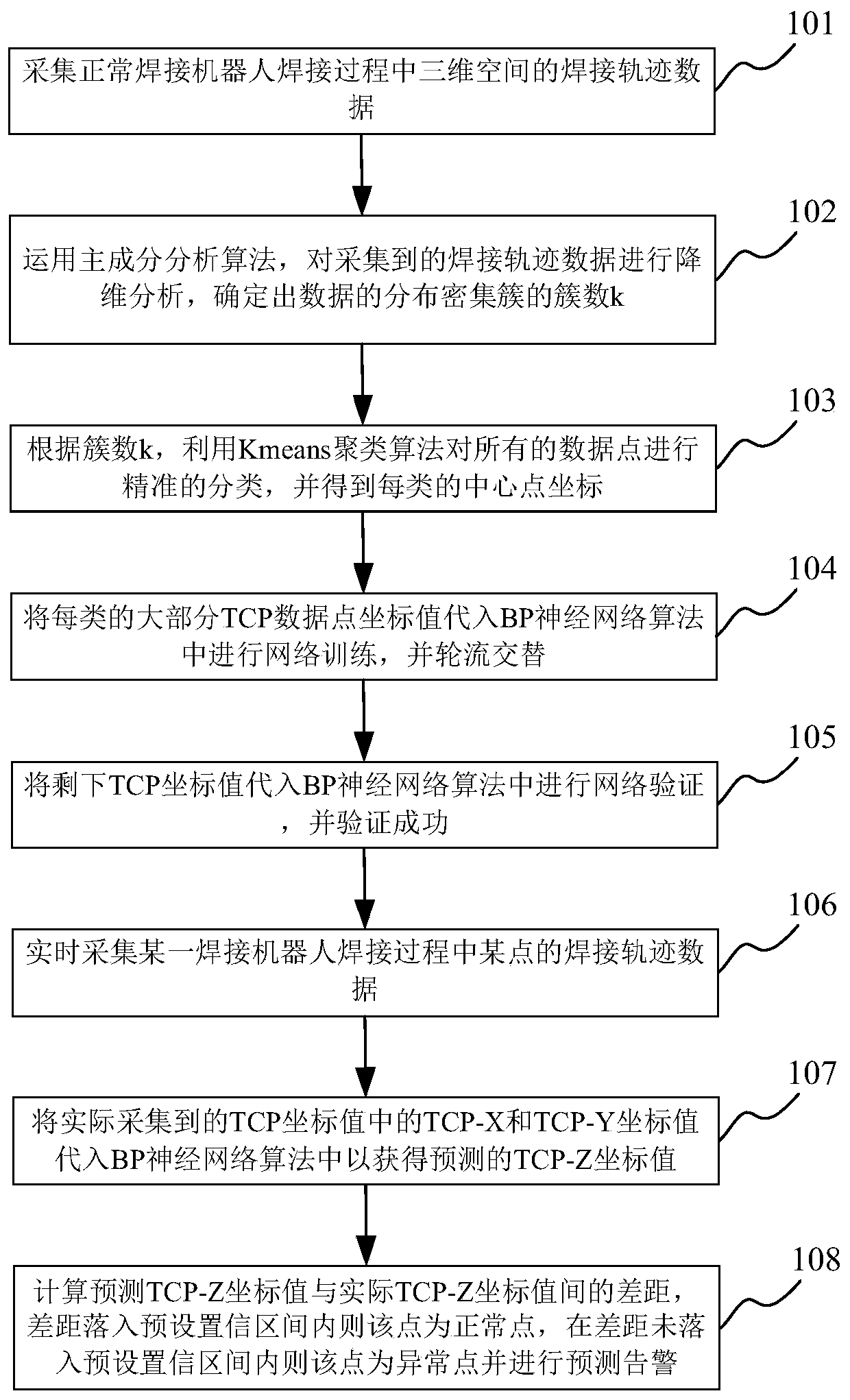
[0029] like figure 1 As shown, the present embodiment provides a method for real-time detection of welding trajectory during the welding process of a welding robot, which includes the following steps:
[0030] Step 101. Collect welding trajectory data in three-dimensional space during the normal welding process of the welding robot. The weld...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More