

A Composite Machining Method for Gas Film Hole of Guide Vane
A guide vane and composite machining technology, which is applied in the field of composite machining of air film holes of guide vanes, can solve the problems of affecting the safety and reliability of the vane, low absorption rate, difficult processing, etc., so as to improve the aperture qualification rate, processing efficiency, and oxidation resistance. and high temperature resistance, avoiding the effect of poor hole forming quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The present invention will be described in further detail below in conjunction with the accompanying drawings.
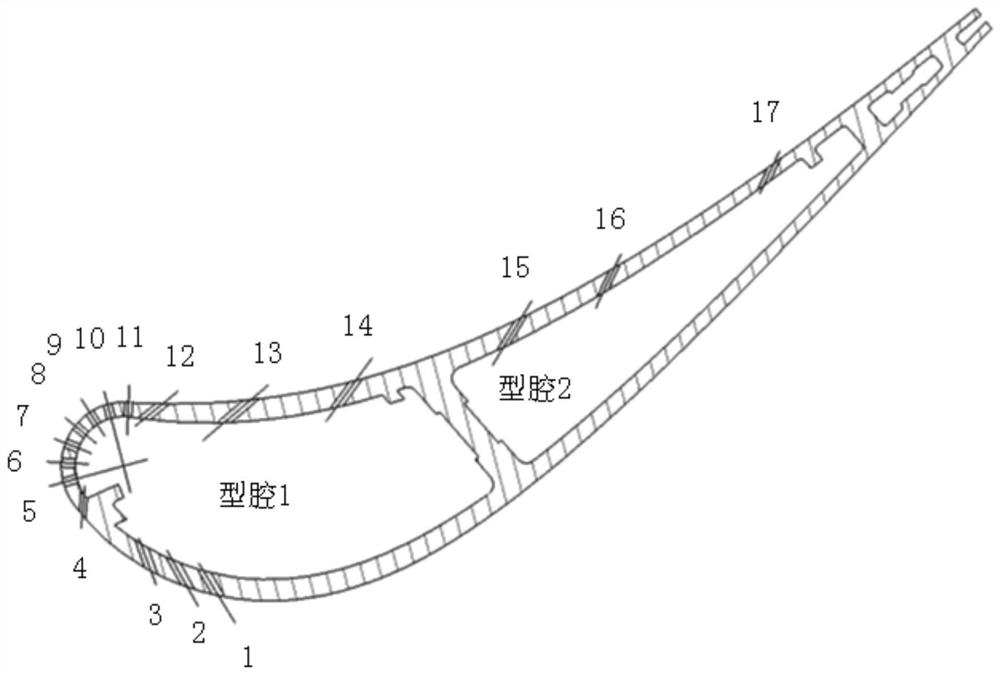
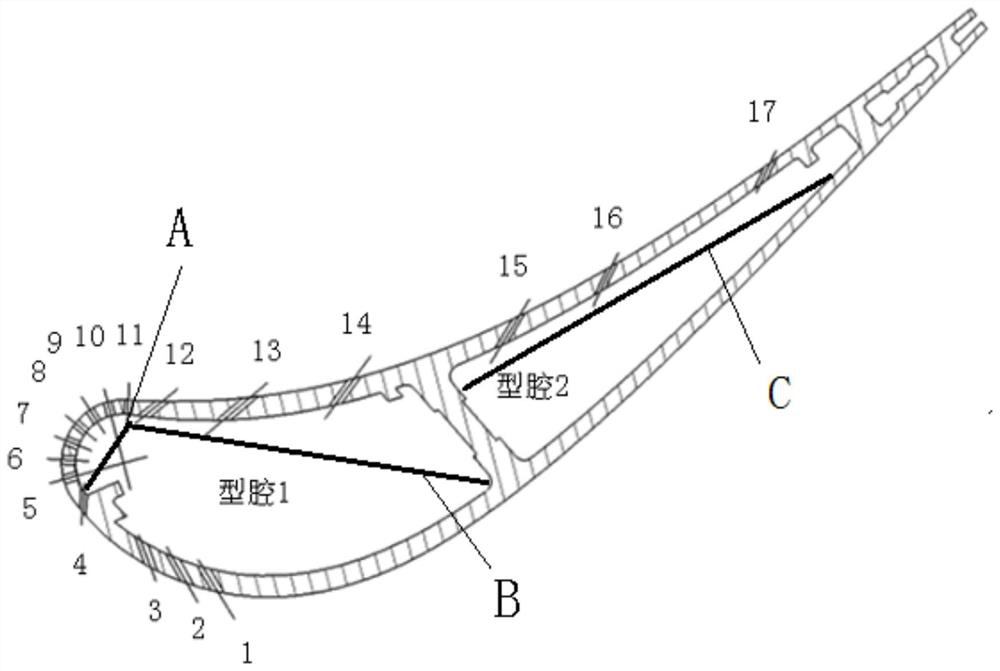
[0030] The present invention is aimed at Ni 3 Al-based IC10 directionally solidified high-temperature alloy material, blade body and upper and lower edge plates are integrally cast without allowance, new material and new structure aero-engine high-pressure turbine guide vane, and a method for machining gas film holes by laser-electric spark composite processing is provided. Specifically, it can be achieved through the following measures:
[0031] Apply anti-splash agent: It has been verified by the process that the hexagonal boron nitride water-based coating is suitable as an anti-splash agent for laser processing air film holes, and the material has no effect on the part matrix material during processing. Hexagonal boron nitride and graphite are isoelectronics. It has a layered structure similar to graphite, and has good lubricity, electrical insulation, th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| anti-oxidation temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More