

Cutting control system for continuous casting slab of thick plate and assembly optimization calculation method thereof
A control system and billet assembly technology, applied in the field of automatic control of continuous casting and cutting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
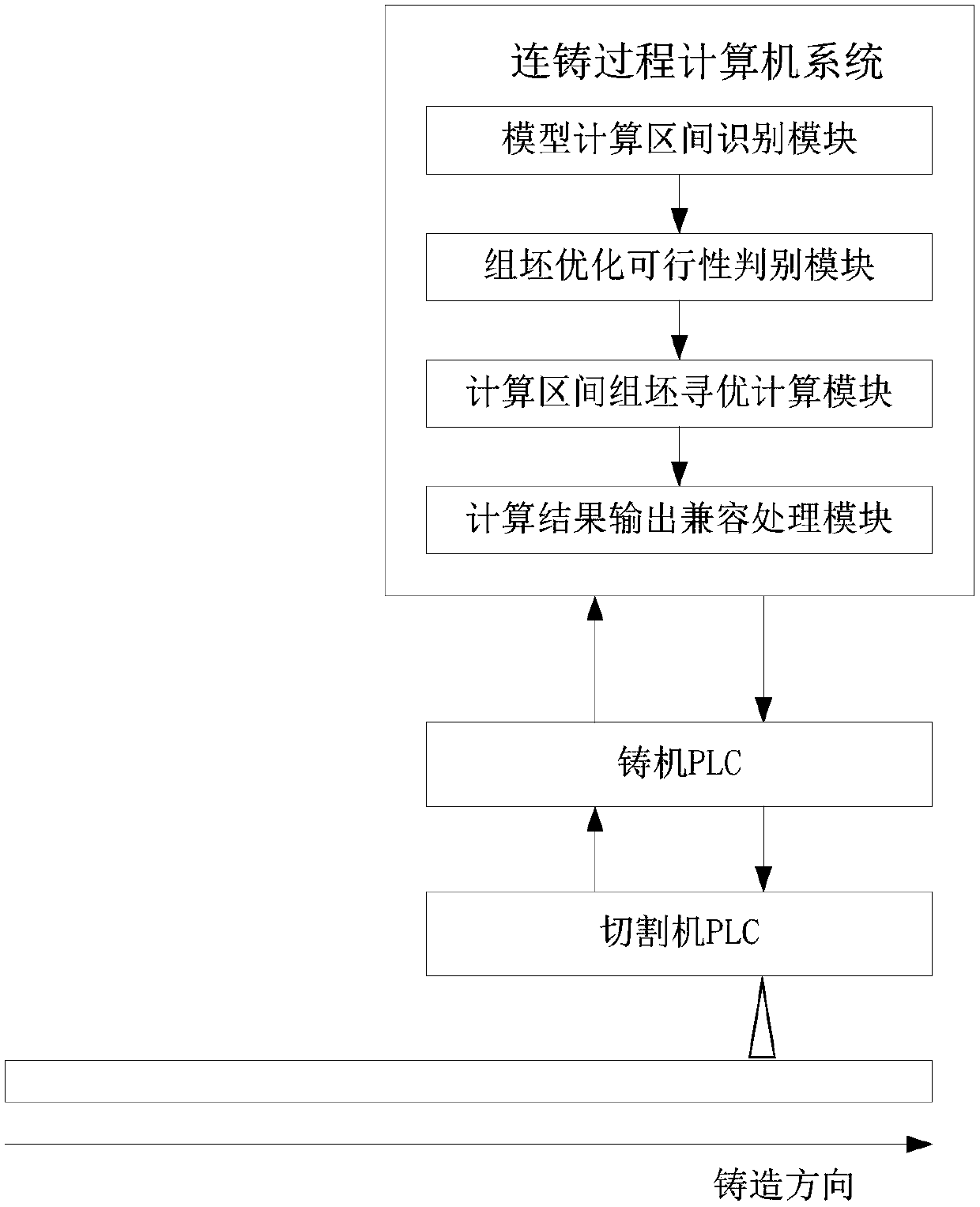
Method used
Image

Examples
Embodiment 1
[0193] Embodiment 1: the embodiment of fixed-length blank assembly
[0194] (1) The calculation interval [50552mm, 77147mm] is 26595mm long in total.
[0195] (2) Furnace order information
[0196]
[0197] (3) Estimation results of cuttable short billets in the calculation interval
[0198] Within the calculation interval, there are 9 short billets that can be digested.
[0199]
[0200] (4) The results of billet assembly to length
[0201] The billet grouping method with fixed length was adopted, and the billet grouping optimization feasibility judgment method was adopted to meet the billet grouping conditions, and 3 long billets were successfully assembled at the fixed length. The long blank length results are as follows:
[0202]
Embodiment 2
[0203] Embodiment 2: the embodiment of path optimization billet assembly
[0204] (1) The calculation interval [33742mm, 71897mm] is 38155mm long in total.
[0205] (2) Furnace order information
[0206]
[0207]
[0208] (3) Estimation results of cuttable short billets in the calculation interval
[0209] Within the calculation interval, only 11 short billets can be digested.
[0210]
[0211] (4) The results of billet assembly to length
[0212] Using the fixed-length billet assembly method, after forming 4 long billets, there is still a surplus length of 4287mm, which is less than the equipment lower limit of 5800mm. Through the billet assembly optimization feasibility judgment method, the billet assembly conditions are not met, and the results are as follows:
[0213]
[0214] (5) path optimization billet assembly
[0215] A total of 12 billet assembly paths were generated by using the path optimization method, and the results are as follows:
[0216]
...
Embodiment 3
[0222] Embodiment 3: the embodiment of sizing auxiliary blank assembly
[0223] (1) The calculation interval [45552mm, 77147mm] is 31595mm long in total.
[0224] (2) Furnace order information
[0225]
[0226]
[0227] (3) Estimation results of cuttable short billets in the calculation interval
[0228] Within the calculation interval, there may be 7 short billets that can be digested.
[0229]
[0230] (4) The results of billet assembly to length
[0231] Using the fixed-length billet assembly method, after forming 3 long billets, there is still a surplus length of 4595mm, which is less than the equipment lower limit of 5800mm. Through the billet assembly optimization feasibility judgment method, the billet assembly conditions are not met, and the results are as follows:
[0232]
[0233]
[0234] (5) path optimization billet formation
[0235] Using the method of path optimization billet assembly, a total of 1 billet assembly path is generated, which is s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More