

Machining process for martensitic stainless steel medical device part
The technology of martensitic stainless steel and austenitic stainless steel is applied in the field of processing technology of martensitic stainless steel medical device parts, which can solve the problems of long processing time, material waste and high cost, and achieve the effect of reducing production cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
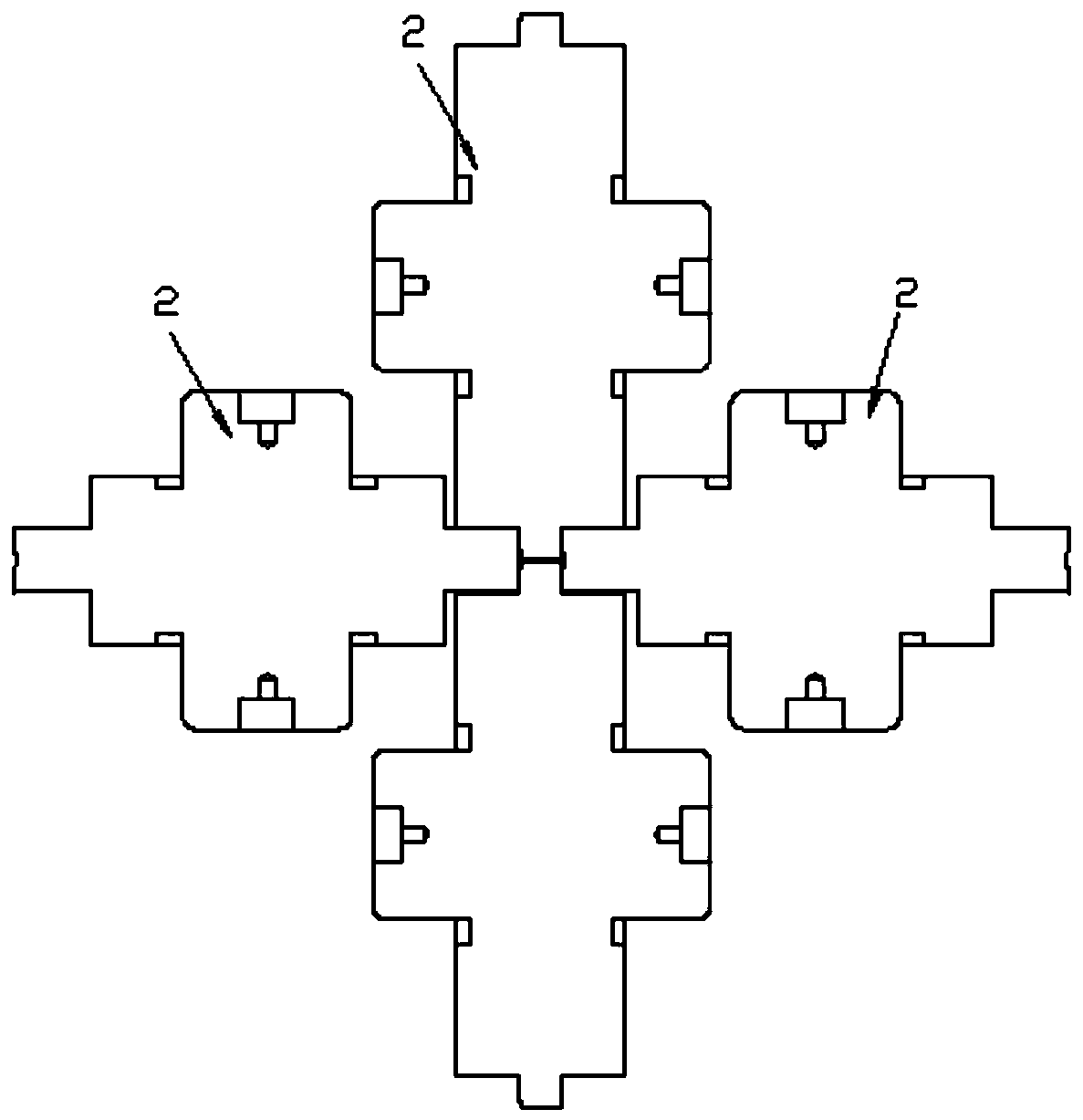
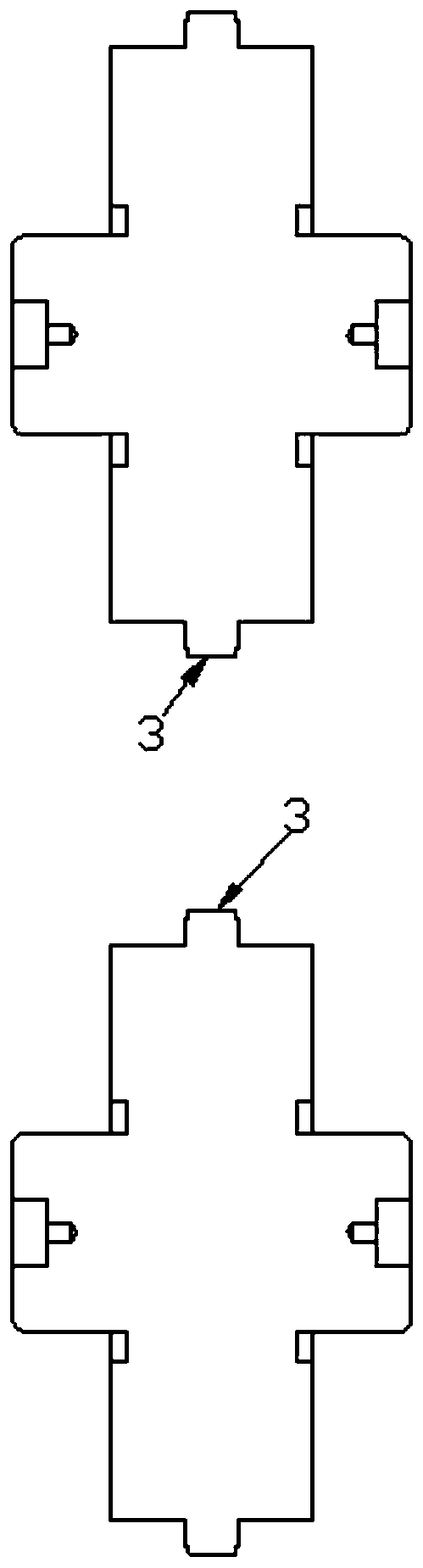
[0022] Such as Figure 1 to Figure 4 As shown, the present invention is a process for processing martensitic stainless steel medical device parts, which includes cold-rolling martensitic stainless steel disc 1 (ie wire) for 9 passes to form medical device parts 6, and The secondary cold-rolling process also includes annealing the martensitic stainless steel disc 1 5 times, and the rolling deformation rate of each cold-rolling process is less than or equal to 60% compared with the previous cold-rolling process; annealing; The temperature is 800℃~900℃. The speed of the stainless steel coil 1 passing through the rolling zone is V1, and the speed passing through the heat treatment zone is V2. The tube furnace 5 is used in the heat treatment process. The tube furnace 5 has a furnace length of 8-10m; 0m / min<V1<20m / min, 1m / min<V2<6m / min. The diameter of the disc circle 1 is 12±0.3 mm; the material of the disc circle 1 is 2Cr13 stainless steel. The annealing temperature is 850°C. ...
Embodiment 2
[0024] The difference from the first embodiment is that the finished medical device parts are subjected to surface electrolysis treatment after the last cold rolling treatment, cleaned after electrolysis, and air-dried after cleaning, and the medical device parts after electrolytic cleaning and air-drying are immersed in the treatment of patient diseases Air-dry after 10h in the liquid medicine. After air-drying, apply a water-proof protective film on the surface of the medical device parts. In the corroded micropores of the medical device parts, nano-robots used to enter the human body to reach the lesion to eliminate tumors.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More