

Self-shielded flux-cored wire for generating slag coating with special protective performance and preparation method
A technology of flux-cored welding wire and protective performance, applied in welding equipment, welding medium, manufacturing tools, etc., can solve the problem of one-time preparation and molding of metal structural parts without double-layer function, no slag beneficial coating, unfavorable fast operation, etc. problems, to achieve the effect of improving labor intensity, eliminating slag removal process, and improving material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
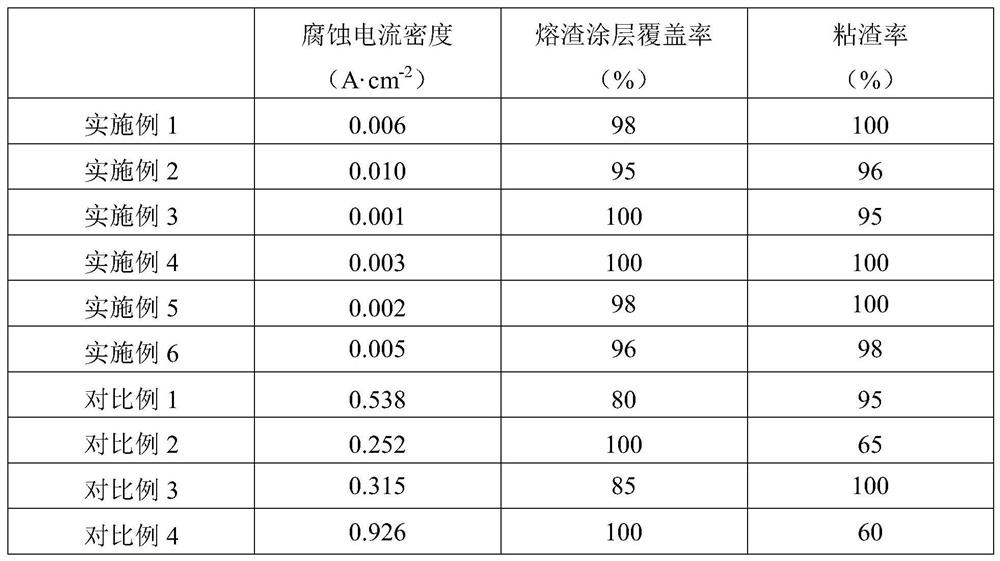
[0036]A slag coating with special protective performance is generated, which is evenly spread on the Q235 steel plate with the core powder, and is prepared by the arc welding method with the tungsten electrode as the non-melting electrode. Among them, the chemical composition of Q235 steel is C≤0.22%, Mn≤1.4%, Si≤0.35%, S≤0.050, P≤0.045. The drug core powder is prepared according to the following quality: 80g of glass powder, 2g of zirconia powder, 0.5g of graphene powder, 2g of sodium potassium carbonate powder, 2g of potassium titanate powder, 3g of rutile powder, and 1g of corundum powder , 1g of sodium fluorosilicate powder, 8.5g of iron powder. When the coating is prepared by arc welding, the height of the core powder is 2mm, the welding current is 150-250A, the welding voltage is 18-25V, the welding speed is 0.1m / min, and the vitrified slag coating on the surface after welding The test results of seawater corrosion resistance and the combination of slag coating and weld...
Embodiment 2
[0038] A slag coating with special protective performance is generated, which is evenly spread on the Q235 steel plate with the core powder, and is prepared by the arc welding method with the tungsten electrode as the non-melting electrode. Among them, the chemical composition of Q235 steel is C≤0.22%, Mn≤1.4%, Si≤0.35%, S≤0.050, P≤0.045. The drug core powder is prepared according to the following quality: 60g of glass powder, 4g of zirconia powder, 0.05g of graphene powder, 8g of sodium potassium carbonate powder, 3g of potassium titanate powder, 2g of rutile powder, and 3g of corundum powder , 3g of sodium fluorosilicate powder, 16.95g of iron powder. When the coating is prepared by arc welding, the height of the core powder is 2 mm, the welding current is 150-250 A, the welding voltage is 18-25 V, the welding speed is 0.1 m / min, and the vitrified slag is coated on the surface after welding. The seawater corrosion resistance test results of the layer and the test results of...
Embodiment 3
[0040] A slag coating with special protective performance is generated, which is evenly spread on the Q235 steel plate with the core powder and prepared by laser welding. Among them, the chemical composition of Q235 steel is C≤0.22%, Mn≤1.4%, Si≤0.35%, S≤0.050, P≤0.045. The drug core powder is prepared according to the following quality: 70g of glass powder, 8g of zirconia powder, 0.85g of graphene powder, 6g of sodium potassium carbonate powder, 1g of potassium titanate powder, 5g of rutile powder, and 5g of corundum powder , 2g of sodium fluorosilicate powder, 2.15g of iron powder. When preparing the coating by laser fusion welding, the height of the core powder to be laid is 2mm, the power: 2000-3500W, the focal length: 300-400mm, the spot diameter: 3-6mm, the scanning speed: 200-800mm / min, and the surface glass after welding Table 1 shows the test results of the seawater corrosion resistance test of the melted slag coating and the combination of the slag coating and the w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More