

Safety calibration method for roll gap of hot rolling mill
A rolling mill and roll gap technology, which is applied in the field of hot rolling mill roll gap safety calibration, can solve problems such as abnormal position adjustment of pads, accident damage loss, mechanical equipment damage inside the rolling mill, etc., so as to improve production safety, reduce malignant accidents, The method is simple and practical
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
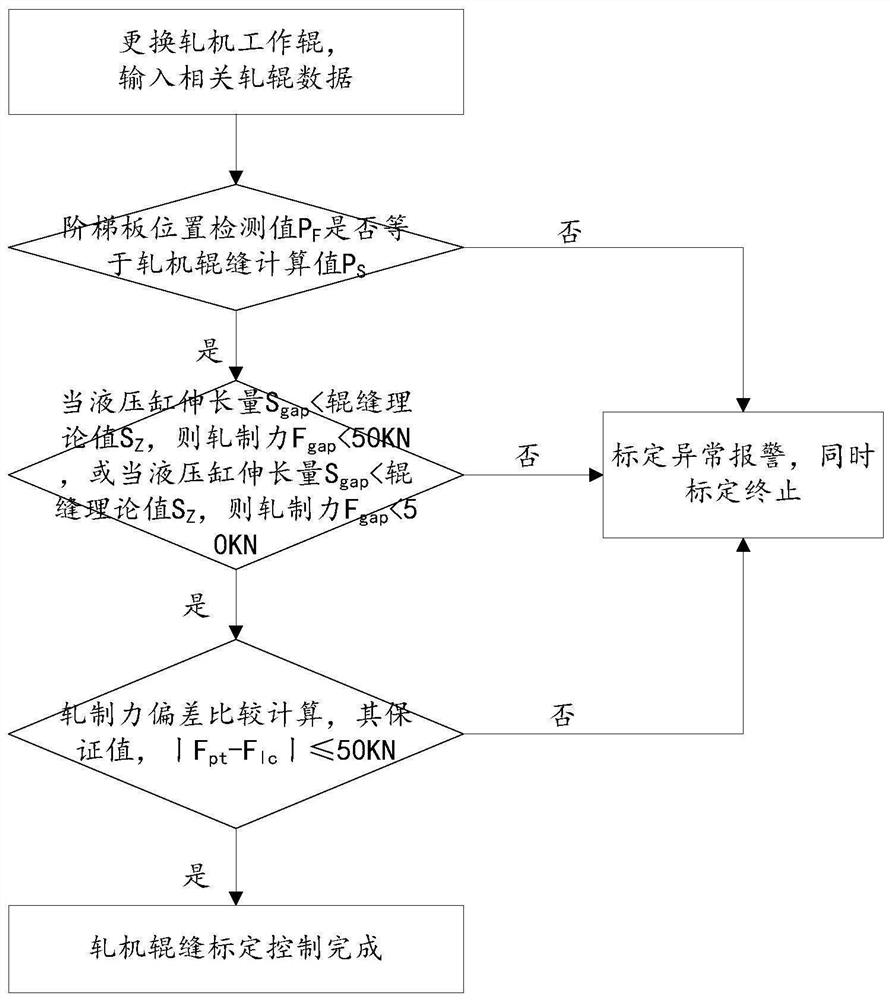
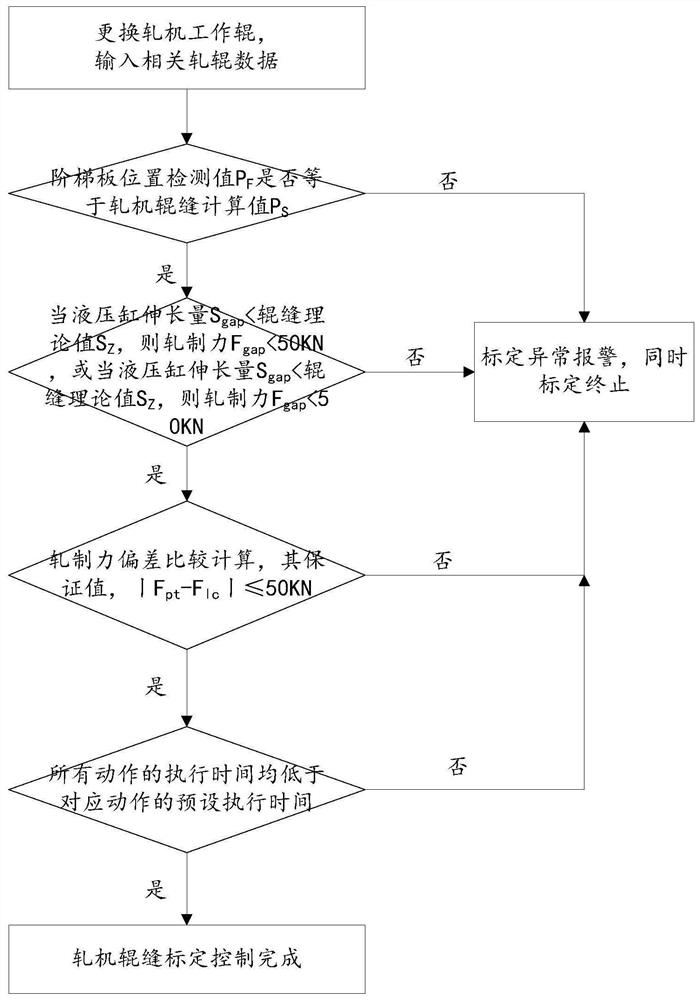
[0039]The method for verifying the position of the step plate of the rolling mill used in the second embodiment, the method for verifying the elevation data of the rolling mill and the verification method for the rolling force data at the top and bottom of the rolling mill are the same as the method for verifying the position of the step plate of the rolling mill adopted in the first embodiment , the verification method of the elevation data of the rolling mill and the verification method of the rolling force data at the top and bottom of the rolling mill are the same, and will not be repeated here.
[0040] In the embodiment of the present invention, the verification method of each action execution time in the automatic calibration execution process is as follows:
[0041] The execution time of each action in the self-calibration execution process is counted. If the execution time of all actions is lower than the preset execution time of the corresponding action, it is conside...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More