

A control system and control method for a double-high line single-double line rolling tension adjustment system
A control method and a technology for adjusting the system, which is applied in tension/pressure control, metal rolling, metal rolling, etc., and can solve problems such as disordered silk spinning, smaller hole shape, and abnormal height of double-wire loopers
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
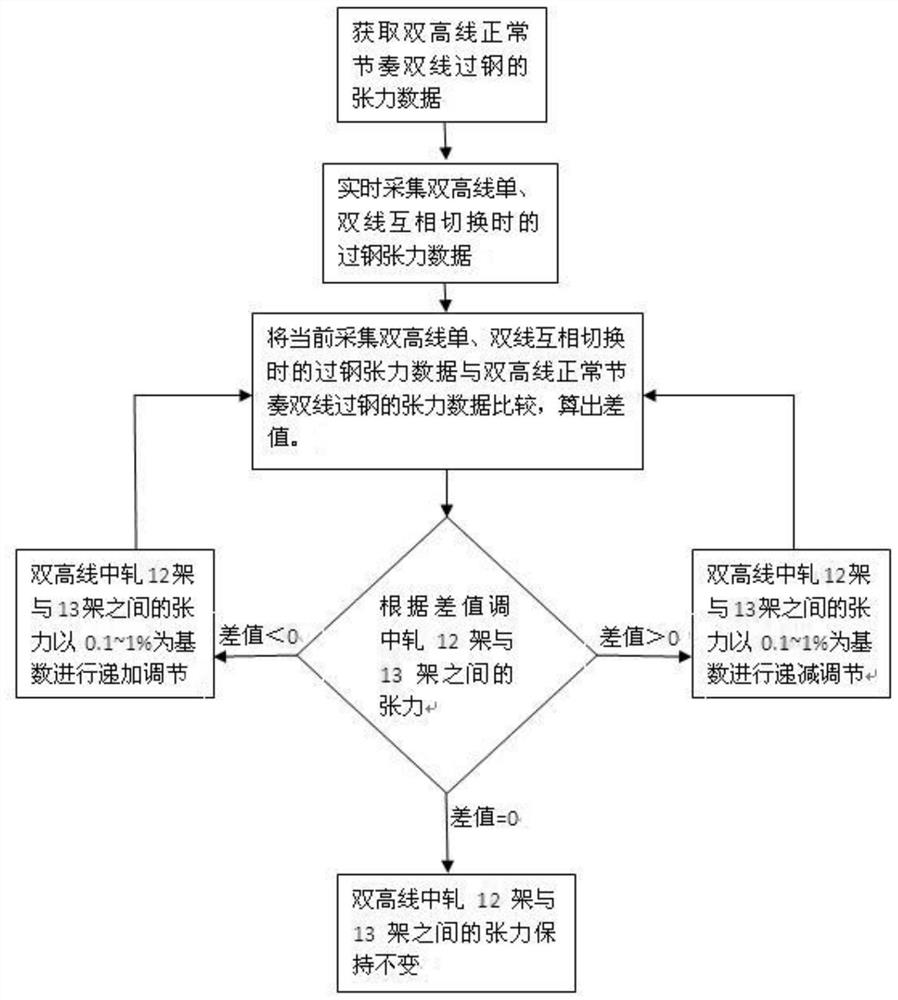
[0028] The present invention provides a control method for a single-double-wire rolling tension adjustment system of a double-high line, comprising the following steps:
[0029] S1. Obtain the tension data of the normal rhythm of the double-high line and the double-wire crossing of the steel; the time interval for obtaining the tension data of the normal rhythm of the double-high line and the double-wire crossing of the steel is t1. In step S2, real-time collection of the tension data of the double-high line when the single and double lines switch between each other The time interval of the steel tension data is t2, t1=t2, t1=50 milliseconds;
[0030] S2. Real-time collection of steel tension data when the single and double lines of the double-high line are switched to each other;
[0031] S3. When the real-time collection of the double-high line single-double line switching between the steel tension data is compared with the double-high line normal rhythm double-line steel te...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More