Five-axis machine tool speed planning method based on S-shaped acceleration and deceleration
A speed planning, acceleration and deceleration technology, applied in the direction of instruments, digital control, control/regulation systems, etc., can solve the problems of affecting the surface quality of parts processing, increasing the complexity of the method, increasing the acceleration and deceleration time of machine tools, etc., to improve the processing efficiency of machine tools Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0133] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
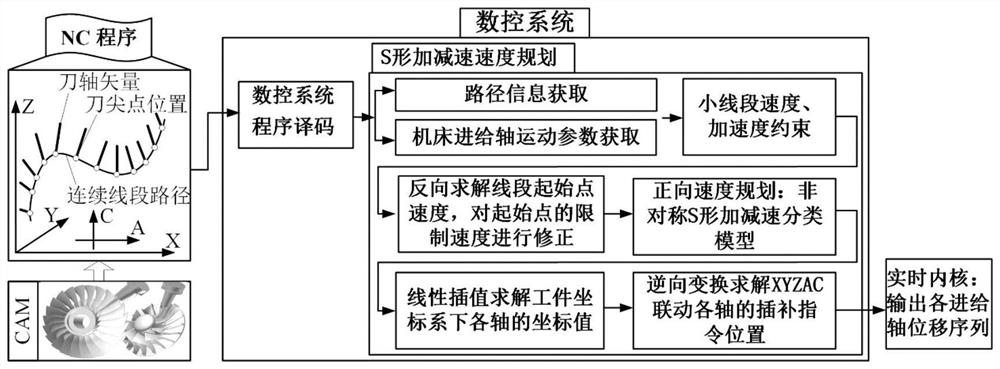
[0134] refer to figure 1 , a five-axis machine tool speed planning method based on S-shaped acceleration and deceleration, comprising the following steps:
[0135] Step 1) First obtain the path information of the continuous machining path, the motion parameters of each feed axis of the machine tool and the allowable interpolation error of the small line segment path, and obtain the small line segment speed, acceleration constraints;
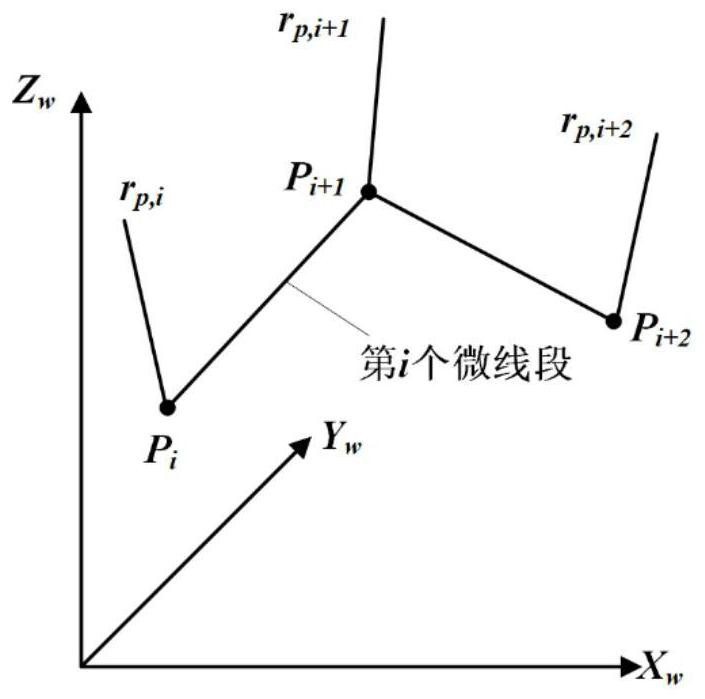
[0136] 1.1) figure 2 It is a schematic diagram of the tool tip point and the tool axis vector of the machining path. According to the part processing information provided in the G code, the tool position information of the part in the workpiece coordinate system is obtained. In the workpiece coordinate system, the tool path is composed of a series of continuous small line segments , where the point P i , P i+1 and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More