A kind of production method of high flatness cold-rolled strip steel
A technology for cold-rolled strip steel and production methods, which is applied in metal rolling, metal rolling, length measuring devices, etc., can solve the problems of control time lag, difficult to change, insufficient adjustment ability, etc., and achieves elimination of shape detection and adjustment. The effect of lag, high-quality product rate improvement, and getting rid of dependence
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
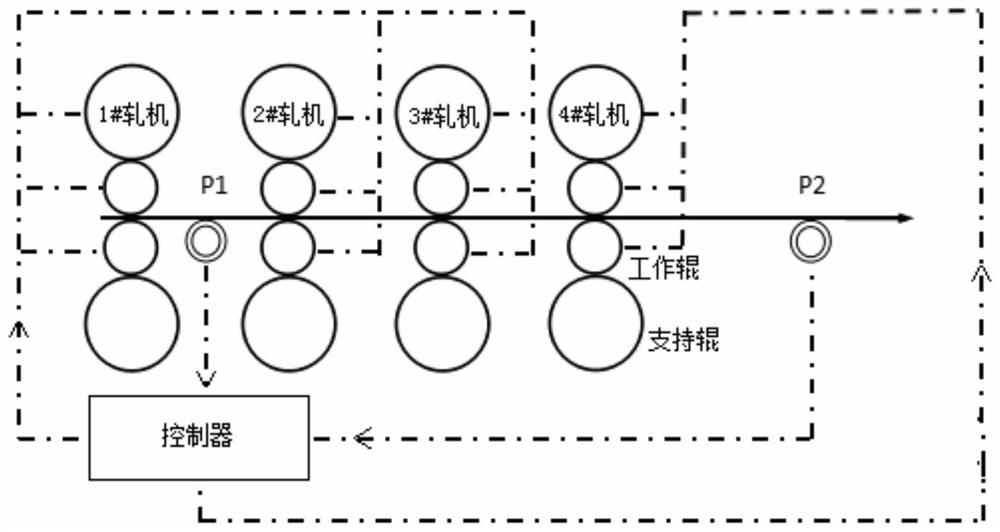
[0047] 1. P1 shape detection and adjustment:
[0048] incoming section ( Figure 4 ) → After rolling by 1# rolling mill → P1 detects the unilateral wave on the A side of the strip → The detected value is transmitted to the controller → The controller gives the inclination adjustment value of the 1#~3# frame rolling mill → The 1#~3# frame rolling mill is carried out Inclination adjustment → The 1#~3# rolling mills carry out the inclination adjustment for the strip shape.
[0049] 2. Distribution of shape adjustment:
[0050] 1# rolling mill feedback adjustment amount is 45%; 2# rolling mill feedforward adjustment amount is 35%; 3# rolling mill feedforward adjustment amount is 20%; 4# rolling mill micro feedback compensatory adjustment.
[0051] 3. P2 shape detection and adjustment
[0052] (1) After the strip shape is adjusted by the first three rolling mills → at the exit of the 4# rolling mill, the unilateral wave on the A side of the strip steel is detected by P2 → the co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More