

An Unclear Root Welding Process for Wind Turbine Tower Tube Sections
A welding process, fan tower technology, applied in welding equipment, welding equipment, welding accessories and other directions, can solve the problems of difficult assembly, low welding efficiency, poor assembly accuracy, etc., to ensure welding quality and welding efficiency, Avoid internal stress concentration and achieve the effect of supporting and pressing force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0035] In order to deepen the understanding of the present invention, the present invention will be further described below in conjunction with the embodiments and accompanying drawings. The embodiments are only used to explain the present invention, and do not constitute a limitation to the protection scope of the present invention.
[0036] In this embodiment, an unclear root welding process for wind turbine tower tube joints, the specific steps include:
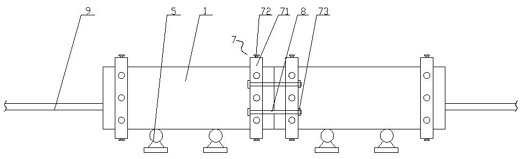
[0037] S1. Beveling of ring seam of cylinder section 1: asfigure 1 As shown, the angle A of the inner groove 2 is 25°-30°, the angle B of the outer groove 3 is 35°-40°, and the barrel section 1 has a blunt edge t that facilitates the pairing of two adjacent barrel sections 1. -4mm;
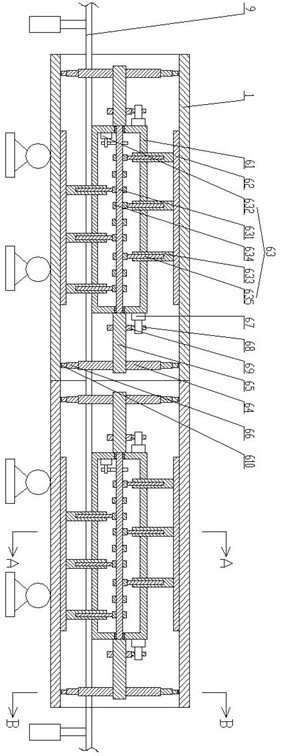
[0038] S2. Position the ellipticity adjustment device: place the two cylinder sections 1 on the corresponding roller tire frame 5, and position the ellipticity adjustment devices on the two cylinder sections 1 respectively. The circular mecha...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More