

Positioning and pressing process method for horizontal lamination of stator main iron core
A process method and iron core technology, applied in the field of stator main iron core horizontal stacking positioning and compaction technology, can solve the problem of stator main core damage, horizontal lamination and compaction work is very difficult, and lamination and compaction cannot be solved and other issues to achieve the effect of saving procurement and manufacturing, shortening the repair period, and reducing repair costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
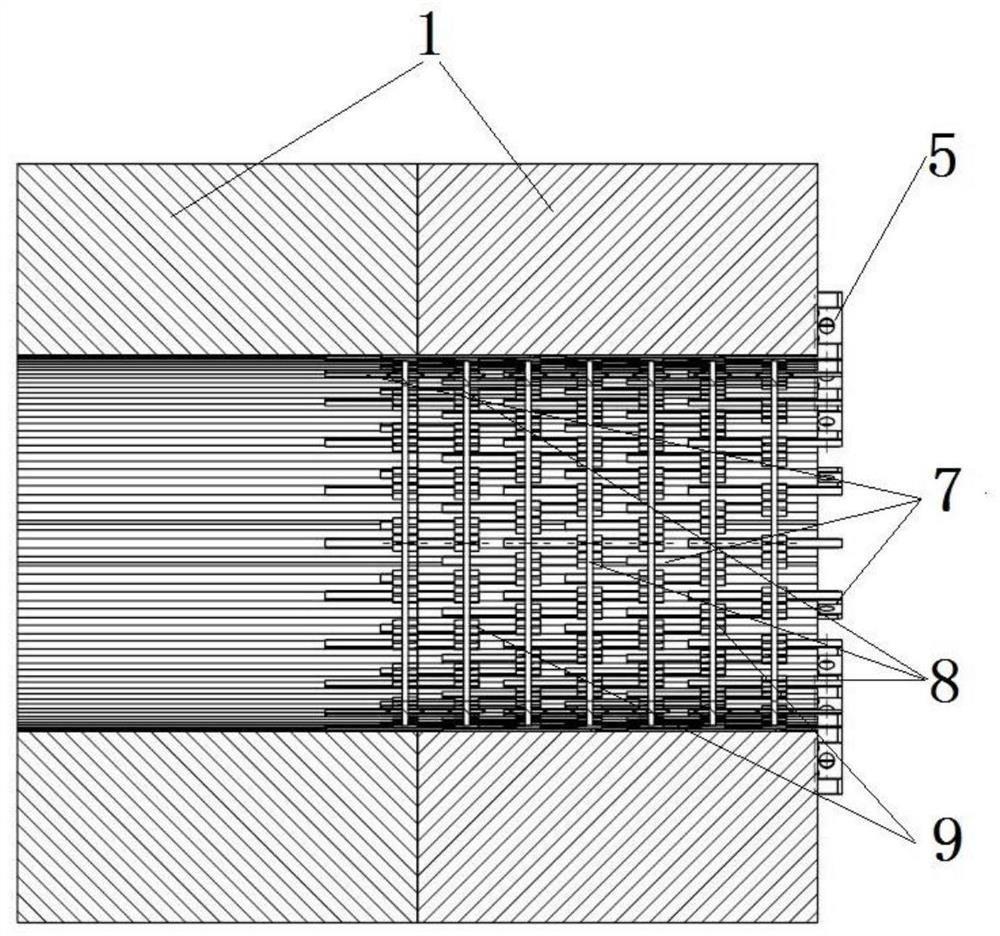
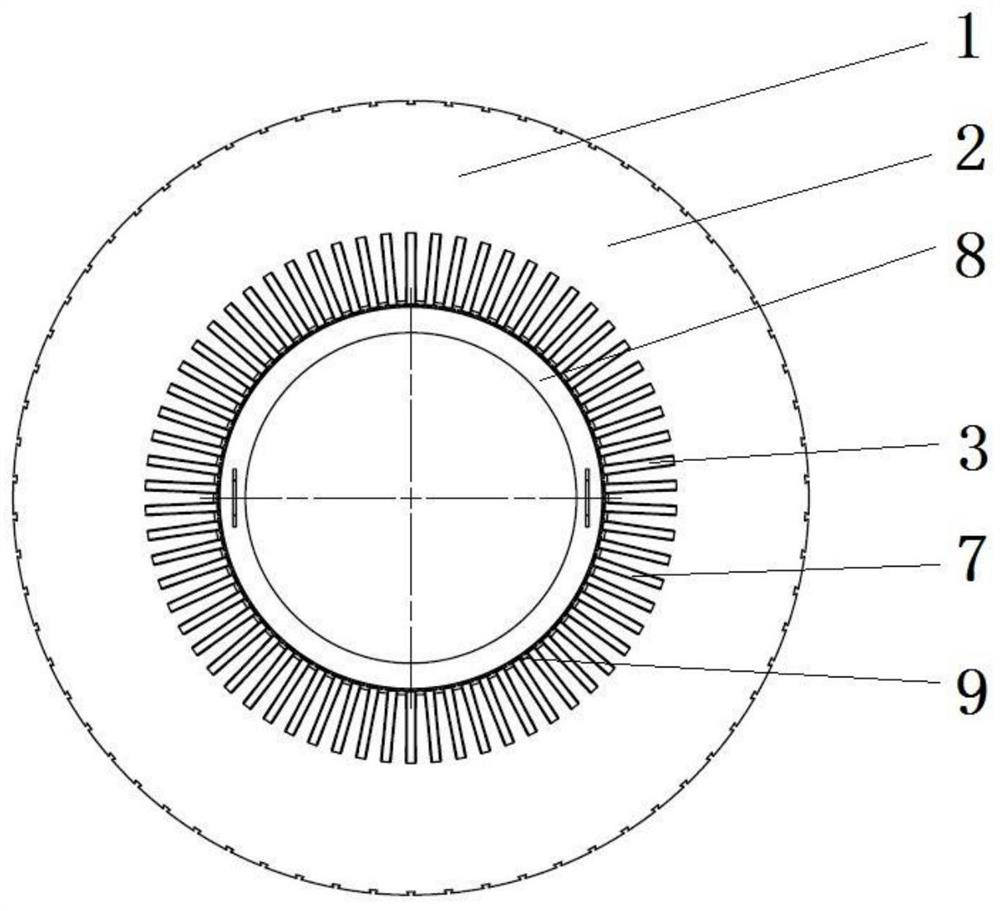
[0031] Horizontal stacking positioning and compacting process of the main iron core of the turbogenerator stator. Its technological implementation process is as follows:
[0032] 1) Remove the stamping plate 2 of the stator main core 1 of the damaged part on site;
[0033] 2) Press figure 1 and figure 2 and image 3 As shown, a positioning support plate 7 is installed in the lower wire slot 3 of the stator main core 1, and a positioning support plate 7 is installed every two lower wire slots 3. The axial length of the positioning support plate 7 in the old stator main core 1 is 300mm. The length of the main stator core 1 protruding out is 200mm, and two support rings 8 are installed on the inner diameter of the old stator main core 1, one is located at the end of the positioning support plate 7, and the other is located in the middle of the positioning support plate 7, the positioning support plate 7 and the support ring 8 The small V-shaped wedges 9 with a taper are fast...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More