Motor stator iron core, manufacturing method of motor stator iron core and laminating tool
A technology for motor stator and lamination tooling, which is applied in the manufacture of stator/rotor bodies, electromechanical devices, and motor generators, etc. The effect of consistency, simple fixation, and low manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment 1
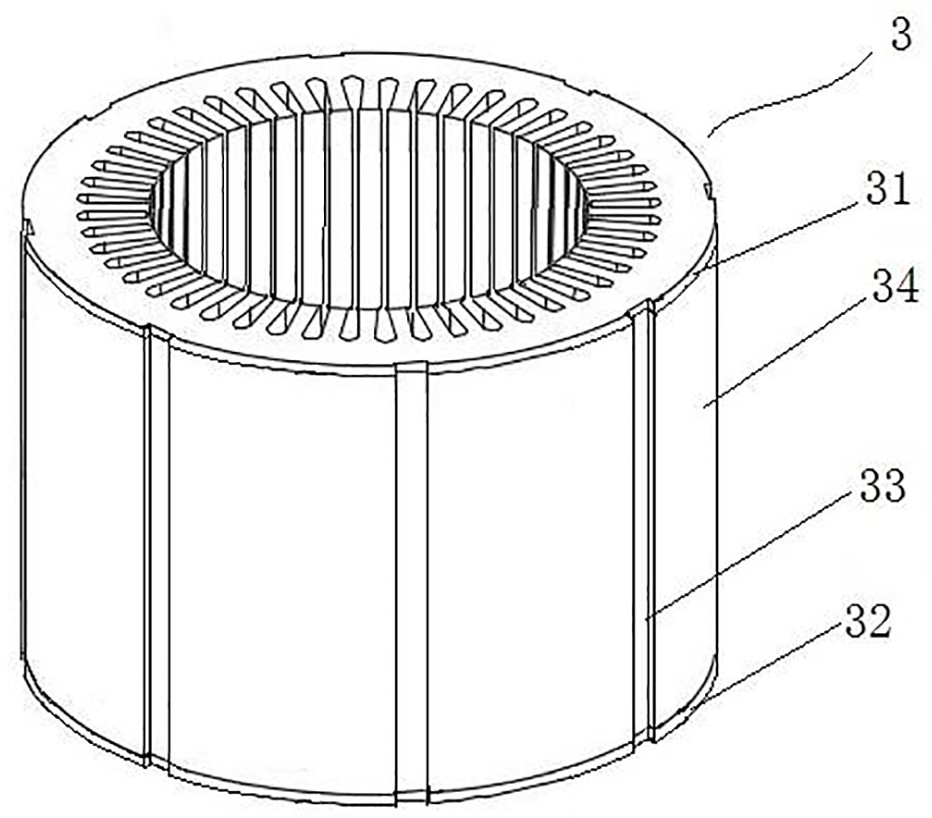
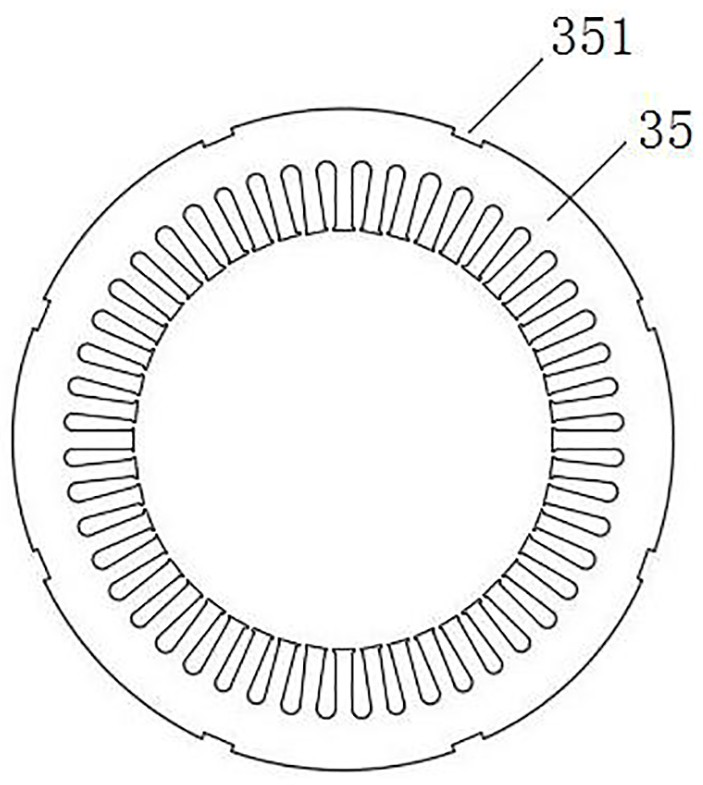
[0055] Such as figure 1 with figure 2 As shown, the motor stator core 3 includes a first end plate 31, a second end plate 32 and an iron core body 34. The first end plate 31 and the second end plate 32 are arranged at both ends of the iron core body 34 in the axial direction. The silicon steel sheets 35 of the core body 34 are stacked between the two end plates, so that the silicon steel sheets 35 are axially positioned by the two end plates. The above-mentioned iron core main body 34 constitutes the middle part, and the first end plate 31 and the second end plate 32 constitute two end parts, wherein, the number of silicon steel sheets 35 of the iron core main body 34 can be determined according to the axial length of the motor stator iron core 3 set up.
[0056] In this embodiment, both the first end plate 31 and the second end plate 32 are composed of a plurality of silicon steel sheets 35, and the structures of the two end plates are the same, only the positions are diff...
specific Embodiment 2
[0062] Compared with the specific embodiment 1 of the motor stator core of the present invention, the difference is that the motor stator core in this embodiment is not provided with an end plate, and all the silicon steel sheets are fixed together by the colloidal action of the through groove to form an iron core main body.
specific Embodiment 3
[0064] Compared with the specific embodiment 1 of the motor stator core of the present invention, the difference is that: the first end plate and the second end plate of the motor stator core in this embodiment are all carbon steel end plates, and the first end plate, the second end plate The two end plates mainly play the role of pressing and positioning the main body of the iron core. In other embodiments, one of the first end plate and the second end plate may also be composed of multiple silicon steel sheets laminated and fixed, and the other may be a carbon steel end plate.
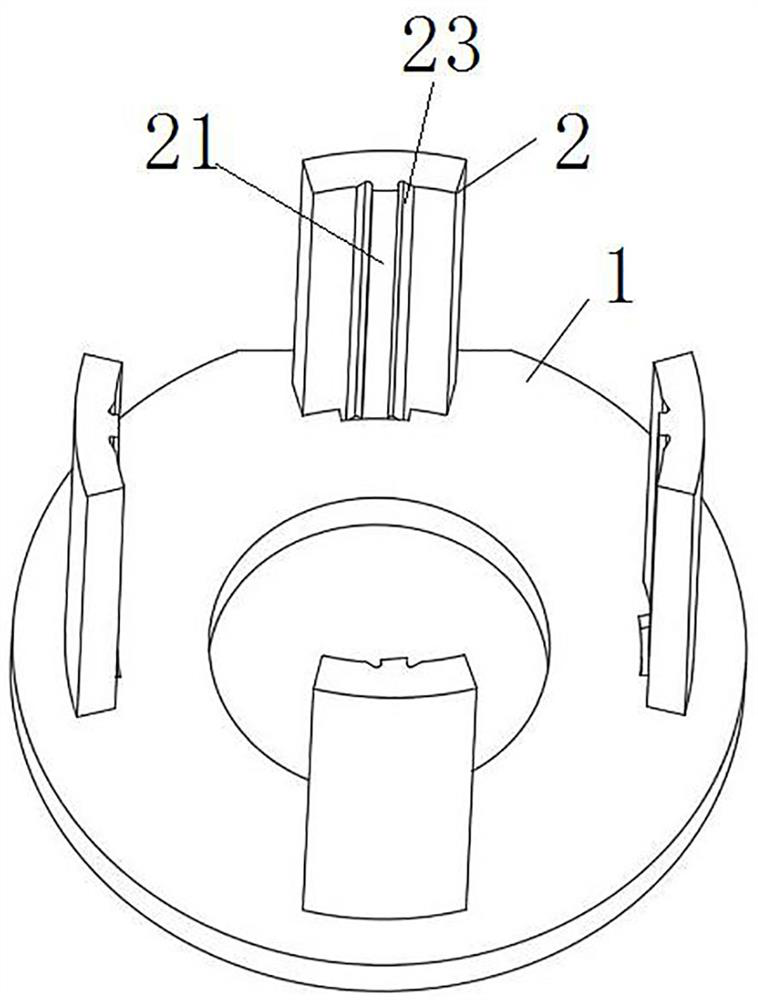
[0065] Specific embodiment 1 of the laminated tooling of the motor stator core of the present invention:
[0066] Such as image 3 As shown, the lamination tooling of the stator core of the motor includes a support seat 1 and four positioning plates 2. The shape and size of the four positioning plates 2 are exactly the same, and the four positioning plates 2 are evenly spaced along the circumferenti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More