

Hot-rolled ribbed bar double-length shearing control method
A technology of hot-rolled ribbed steel bar and control method, which is applied in the direction of length control, metal rolling, metal rolling, etc., can solve the problems of threaded steel pre-judgment, birdcage punching, and easy "blocking of steel", so as to improve production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] Below in conjunction with accompanying drawing embodiment, the present invention is described in further detail:
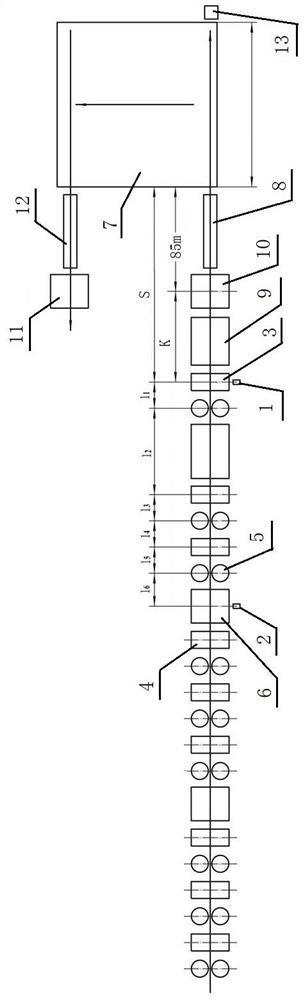
[0018] The hot-rolled ribbed steel bar multi-scale shear control method adopts a detector that detects the movement information of the rebar in real time, such as figure 1 As shown, the detector includes a first detector 1 and a second detector 2. Both the first detector 1 and the first detector 2 are hot metal detectors; the first detector 1 is set at the 18# rolling mill, and the first detector 1 The second detector 2 is arranged at the 2# flying shear 6 between the 12# rolling mill 4 and the 13# rolling mill 5, and the water cooling device 9 and the doubler are arranged between the 18# rolling mill 3 and the input roller table 8 of the large cooling bed 7 in turn. Ruler scissors 10 and fixed-length scissors 11 are arranged at the output end of the output roller table 12 of the large cooling bed 7; the side of the large cooling bed 7 away from its input e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More