

Reciprocating extrusion grain refining equipment and extrusion refining method therewith
A grain refinement and reciprocating technology, applied in the direction of metal extrusion dies, metal extrusion mandrels, etc., can solve the problem of inability to obtain isotropic bulk materials, inability to obtain bulk materials, and uniform deformation of grains and other issues, to achieve the effect of reducing labor intensity, reducing production costs, and saving energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Reciprocating extrusion of pure aluminum to obtain fine-grained high-strength rods.
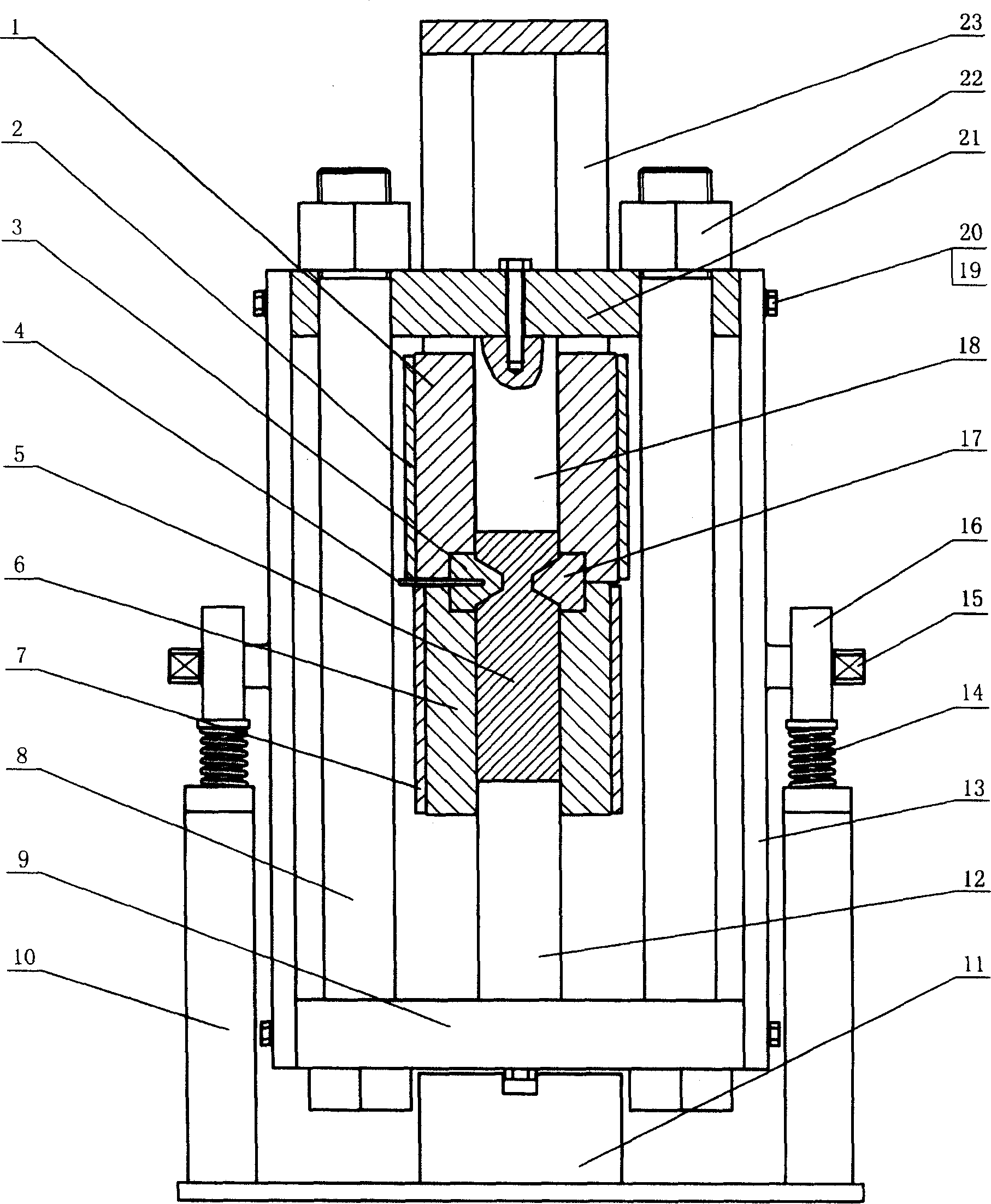
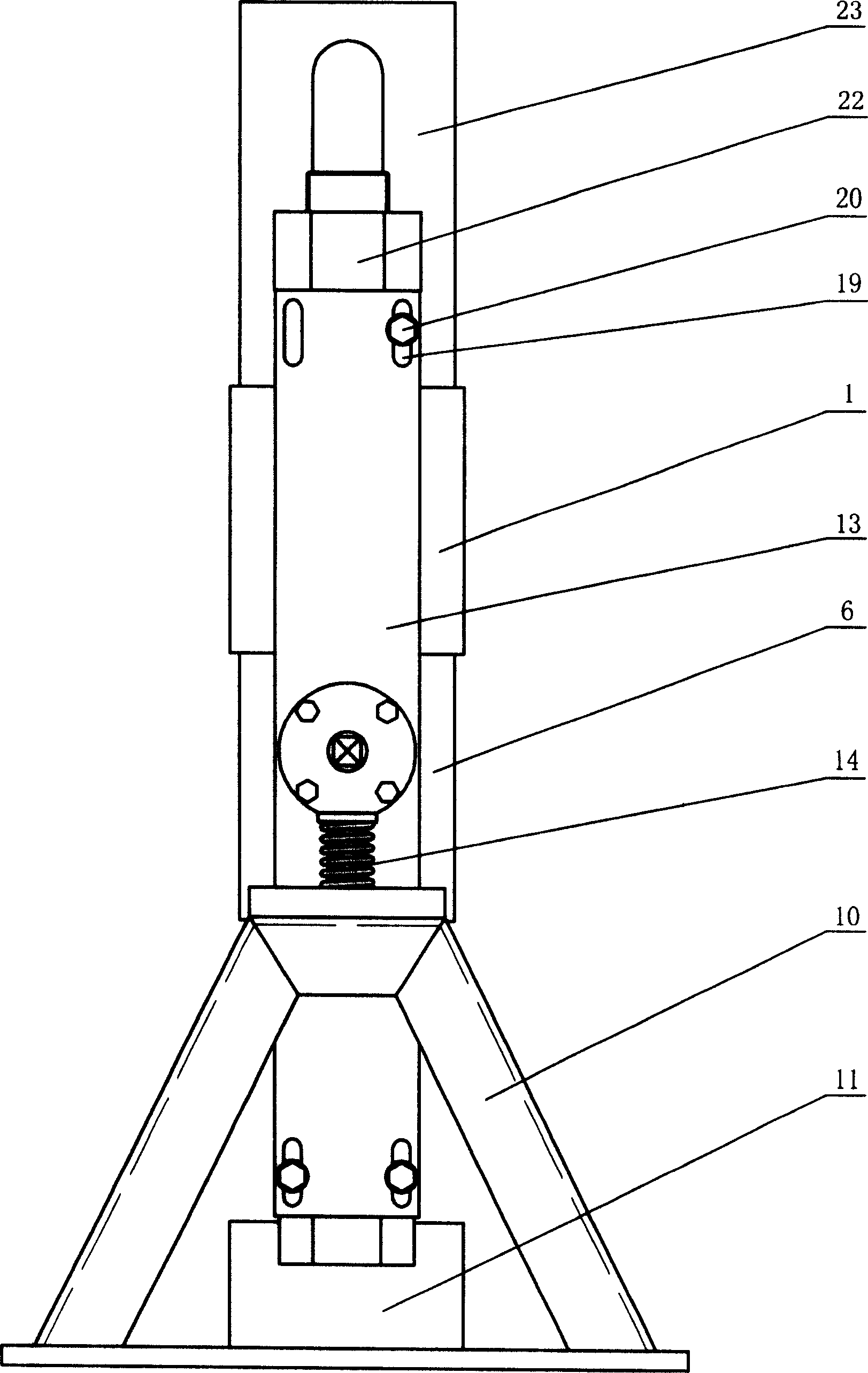
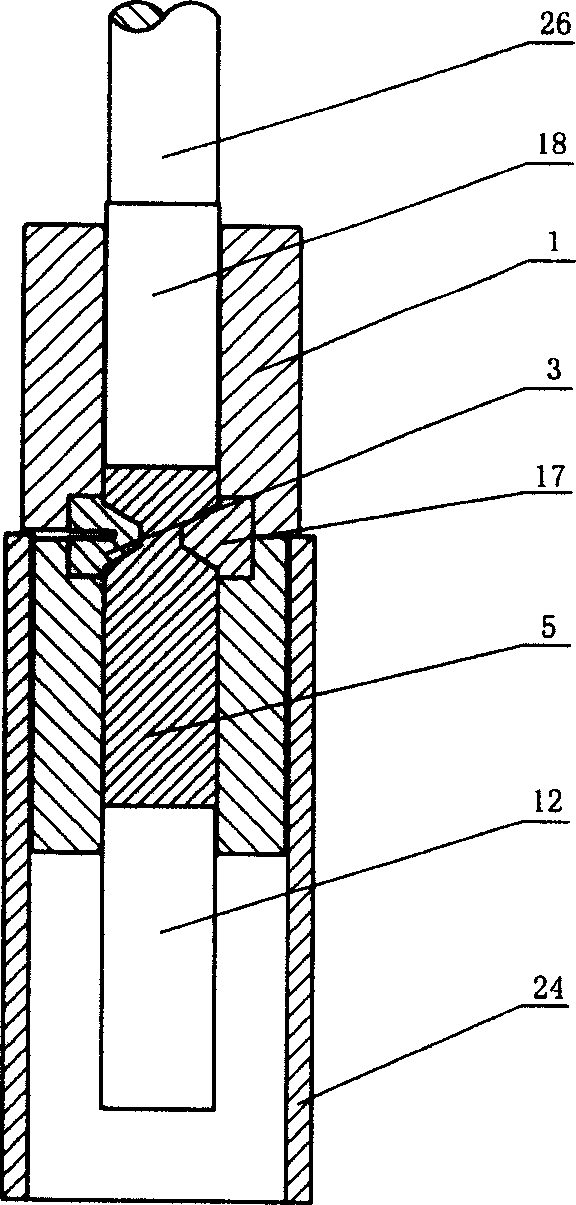
[0044] 1. Use a press to press the half-die 3 and half-die 17 into the extrusion barrel 1 and the extrusion barrel 6 to close the molds, set the extrusion ratio to 12, and then put the extruded pure aluminum 5 into the extruded The mold cavity formed by pressing barrel 1, half die 3, half die 17 and extrusion barrel 6;
[0045] 2. The press applies pressure on the mold connecting beam 21 to make the pressure reach 6mpa, so that the two ends of the male die 18 and the male die 12 are pressurized, and the extruded pure aluminum 5 is pre-deformed to realize the extruded pure aluminum 5 The same volume as the mold cavity, tighten the nuts 22 and bolts 20, fix the positions of the mold connecting beams 9 and 21, connect the heating body 2 and the heating body 7 to the power supply respectively, and the thermocouple 4 monitors and controls the extrusion process. Temperature changes, the ext...
Embodiment 2
[0050] Reciprocating extrusion conventionally solidified Mg-9Al-10Si alloy to obtain high strength, toughness and high performance Mg-Al-based Mg 2 Si self-generated composites.
[0051] The conventionally solidified Mg-9Al-10Si alloy is subjected to 300°C / 5h aging treatment, and then the following extrusion steps are performed:
[0052] 1. Use a press to press the half-die 3 and half-die 17 into the extrusion barrel 1 and the extrusion barrel 6 to close the molds, set the extrusion ratio to 12, and then conventionally solidify the extruded after aging treatment Mg-9Al-10Si alloy material 5 is loaded into the mold cavity formed by extrusion barrel 1, half die 3, half die 17 and extrusion barrel 6;
[0053] 2. The press exerts force on the mold connecting beam 21 to make the pressure reach 7mpa, so that the two ends of the male die 18 and the male die 12 are pressurized, and the extruded magnesium alloy 5 is pre-deformed to realize the extruded magnesium alloy 5 The same volu...
Embodiment 3
[0058] Reciprocating extrusion of Mg-Zn-Y rapid solidification foil strips makes it a uniformly deformed ultra-high-strength magnesium alloy profile.
[0059] The conventional solidified Mg-Zn-Y magnesium alloy is made into a rapid solidification foil strip on a single-roller rapid solidification equipment, and the thickness of the foil strip is 20-100 μm, and the Mg-Zn-Y magnesium alloy is pre-pressed into For bulk materials, the pre-pressing temperature is <300°C, and then the following extrusion steps are carried out:
[0060] 1. Press the half-die 3 and the half-die 17 into the extrusion barrel 1 and the extrusion barrel 6 with a press to close the molds, set the extrusion ratio to 12, and then put the extruded magnesium alloy 5 into the extruded The mold cavity formed by pressing barrel 1, half die 3, half die 17 and extrusion barrel 6;
[0061] 2. The press exerts force on the mold connecting beam 21 to make the pressure reach 7mpa, so that the two ends of the male die ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Size | aaaaa | aaaaa |
| Grain size | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More