

Alloy pipe material thermal extrusion method and extrusion mould
A technology of hot extrusion and alloy pipe, which is applied in the field of hot extrusion of pipes to achieve the effects of good product quality, low cost and improved service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
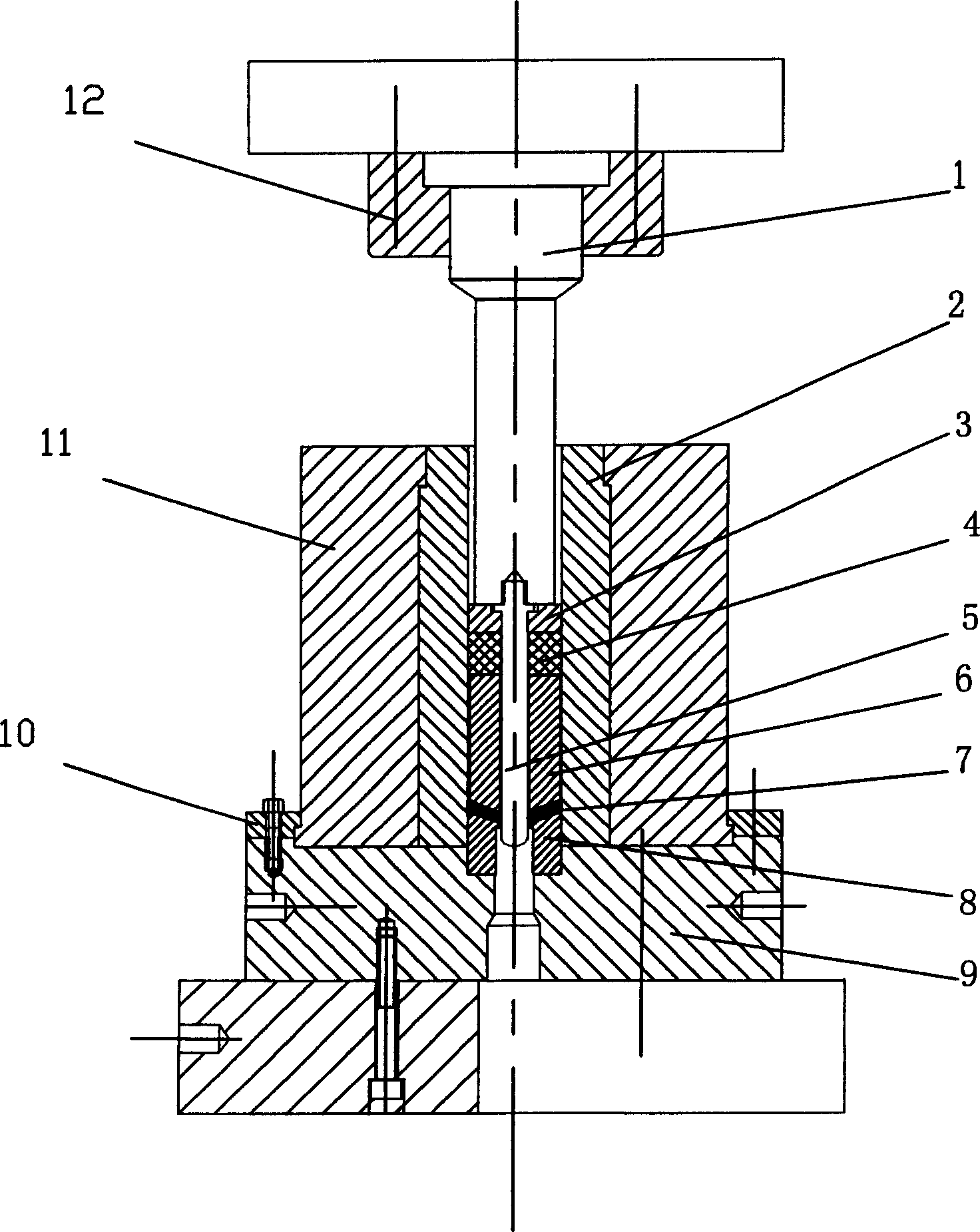
[0015] The structure and extrusion method of the alloy pipe hot extrusion die of the present invention will be further described in conjunction with examples below.
[0016] Such as figure 1 As shown, an alloy pipe hot extrusion method and an extrusion die include an extrusion shaft 1, an extrusion cylinder 2, an extrusion pad 3, a graphite pad 4, an extrusion rod 5, an extrusion blank 6, and a glass pad 7, Die 8, bottom plate 9, pressing plate 10, extrusion cylinder seat 11, fixed seat 12. The extrusion cylinder 2 is arranged in the extrusion cylinder seat 11, and is fixed on the base plate 9 with screws through the pressure plate 10, and the die 8 is arranged at the lower end of the extrusion cylinder 2, and is fixed in the groove on the base plate 9, and the base plate 9 is fixed on the base of the extruder by bolts, put the heated glass pad 7 on the die 8, install the heated extrusion blank 6, then put the graphite pad 4 and the extrusion pad 3, and extrude The pressure ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Cone angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More