

Method for friction stir welding, jig therefor, member with friction stir-welded portion, and tool for friction stir welding
A technology of friction stir welding and fixtures, applied in the direction of manufacturing tools, welding equipment, non-electric welding equipment, etc., can solve the problems of increased material cost, increased cost of friction stir welding, expensive equipment investment, etc., to improve processing efficiency and shorten processing time , the effect of improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
[0095] According to a first embodiment, friction stir welding is performed as follows:
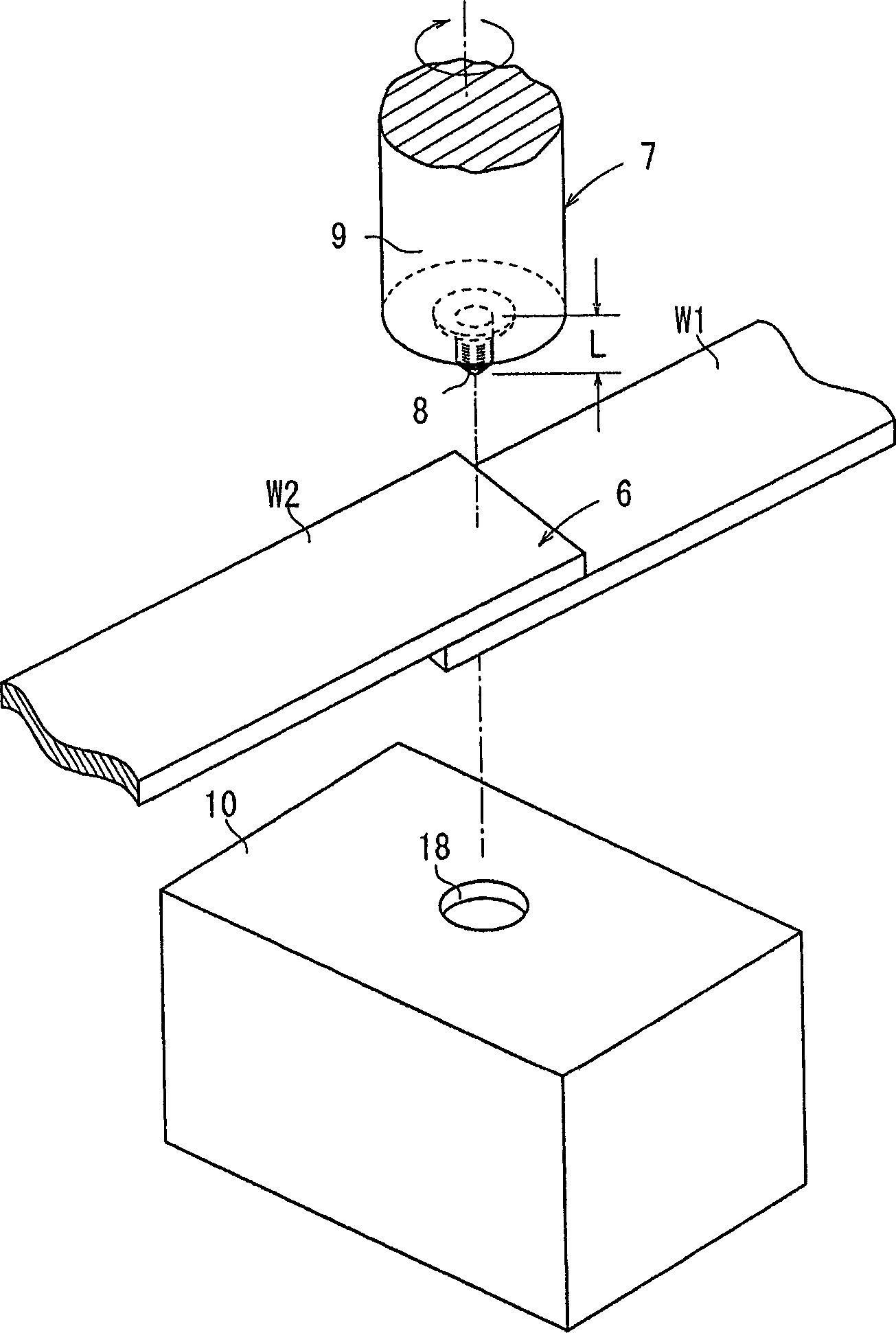
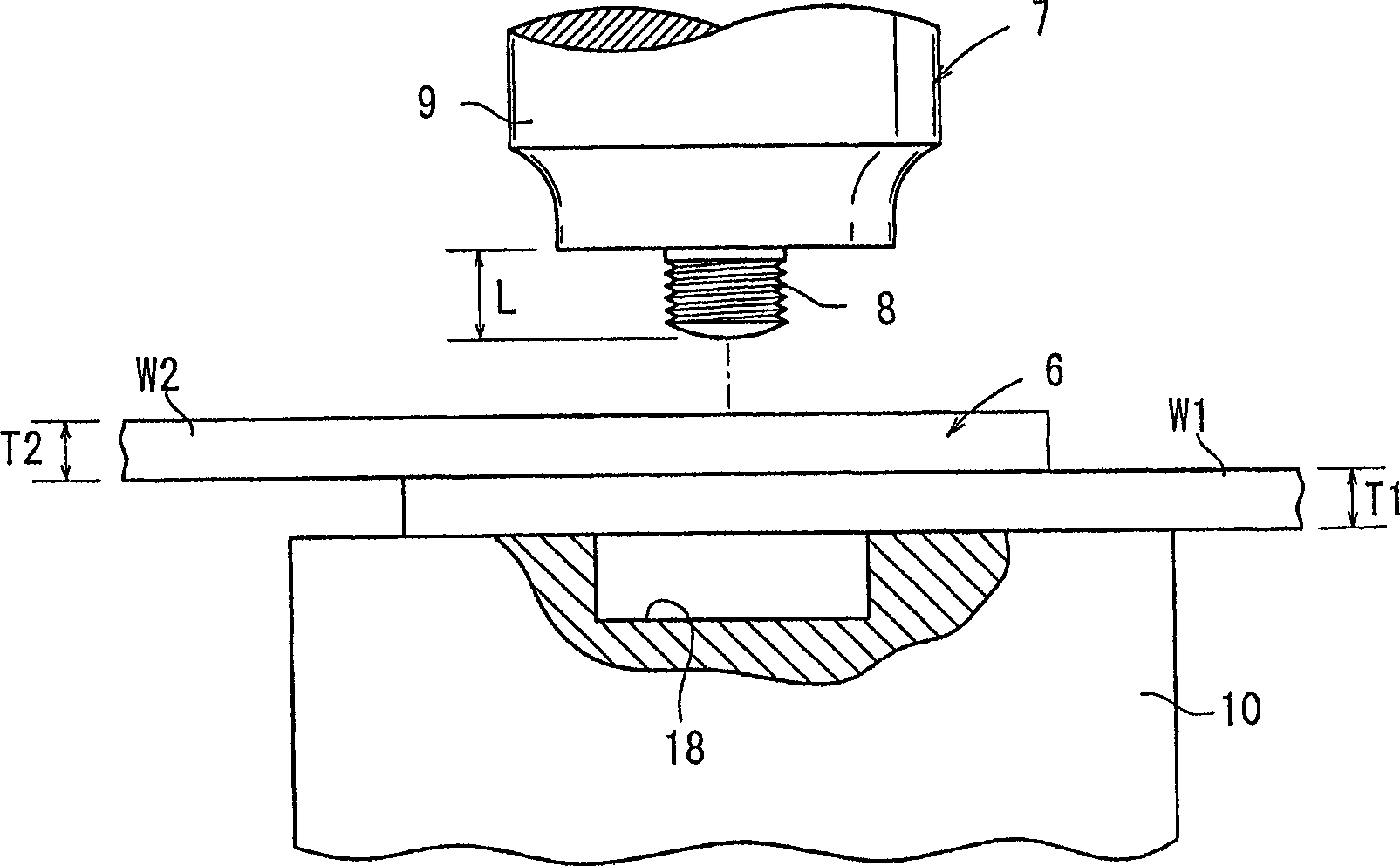
[0096] First, if figure 2 As shown, a first workpiece W1 and a second workpiece W2 are stacked to form a stacked assembly 6 resting on a support fixture 10 . At this point, the stack assembly 6 covers the recess 18 .
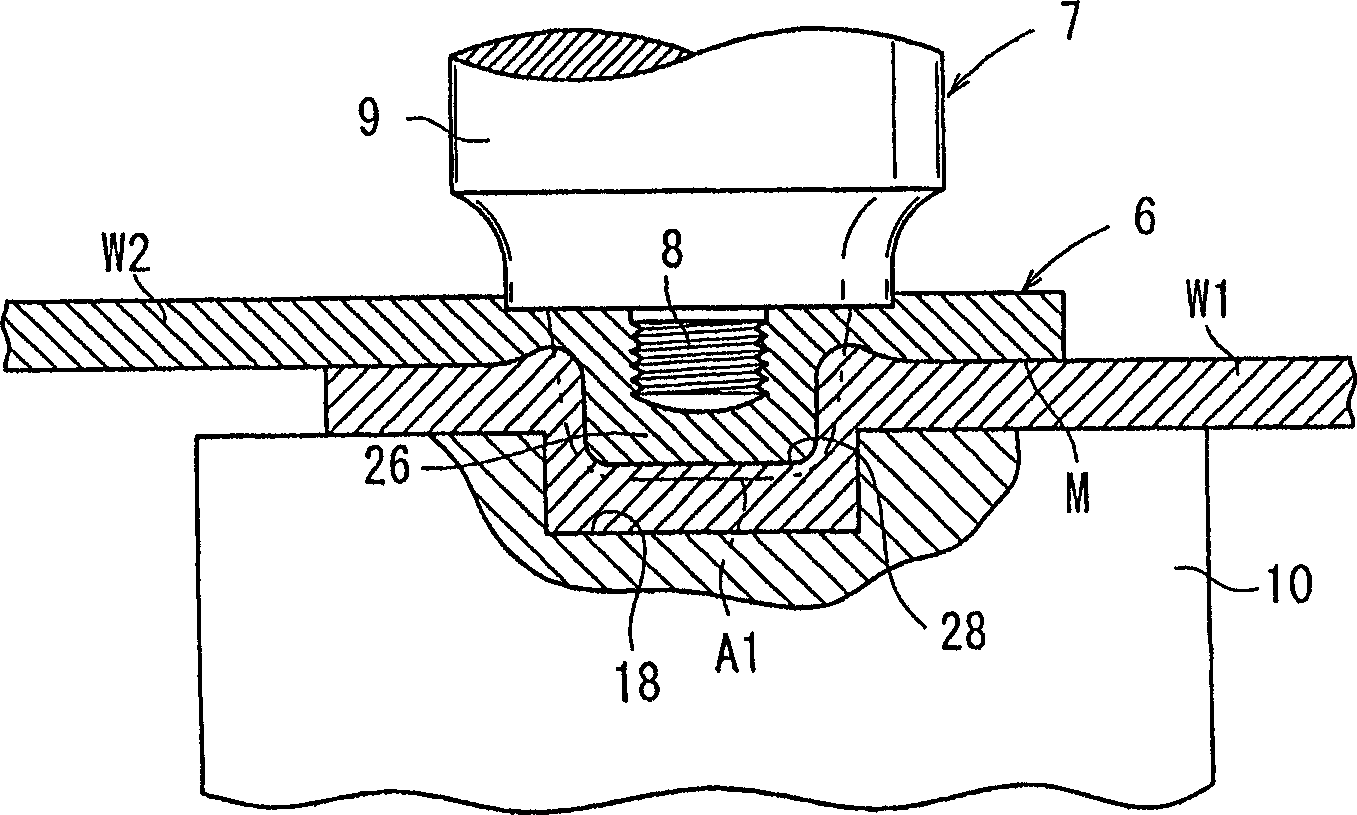
[0097] Then, the friction stir welding tool 7 descends to a position spaced apart from the stack assembly 6 by a predetermined distance. Thereafter, the rotor 9 is rotated so that the probe 8 is brought into sliding contact with the upper end surface of the stack assembly 6 (the upper end surface of the second workpiece W2). When the probe 8 is held in sliding contact with the upper end surface of the stack component 6 , frictional heat is generated to soften the area of the stack component 6 contacted by the probe 8 and the vicinity thereof. results, such as image 3 As shown, the probe 8 is embedded in the stack 6 and the material of the stack 6 flows into the reces...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More