

Hot rolling process of wide flat bar steel
A technology of flat steel and technology, which is applied in the field of rolling technology of hot-rolled wide flat steel, can solve the problems of increasing the production cost of steel structural parts, labor and auxiliary material consumption, and the unsightly appearance of steel structural parts, so as to improve the internal Organize, improve product yield, clear edges and corners
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
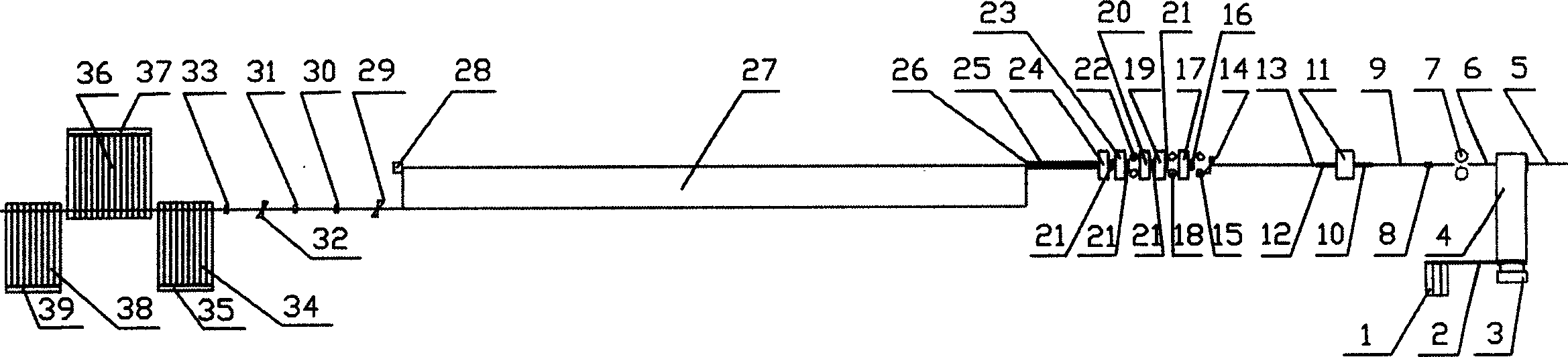
[0019] see figure 1 , the specific process steps of the rolling process of hot-rolled strip wide flat steel of the present invention are as follows:
[0020] The continuous casting rectangular billets (thickness 150-220mm, width 150-600mm, length 6000mm) purchased from various steelmaking plants are divided into steel types, specifications and furnace numbers after entering the factory, and are stacked in the raw material yard respectively. According to the production plan, hoist 2 to 4 of the above-mentioned continuous casting rectangular billets to the chain-type steel loading device 1 in sequence, move them to the feeding roller table 2 after finishing and leveling, and send them to the heating furnace after being aligned, and then push the steel The machine 3 is pushed into the heating furnace 4 (using the gas produced by the gas generator as fuel), and after about 2 hours of heating, the steel billet is heated to 1050 ° C ~ 1150 ° C. According to the rolling rhythm, the t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More