

Shell sand core machine
a shell sand core machine and shell technology, applied in the field of automatic core molding systems, can solve the problems of unacceptably variable casting quality, difficult removal of cured cores from the core box (matrix), and difficulty in retaining the proper shape of uncured cores, so as to minimize the premature curing of sand, function more reliably, and eliminate the resultant erratic machine movement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
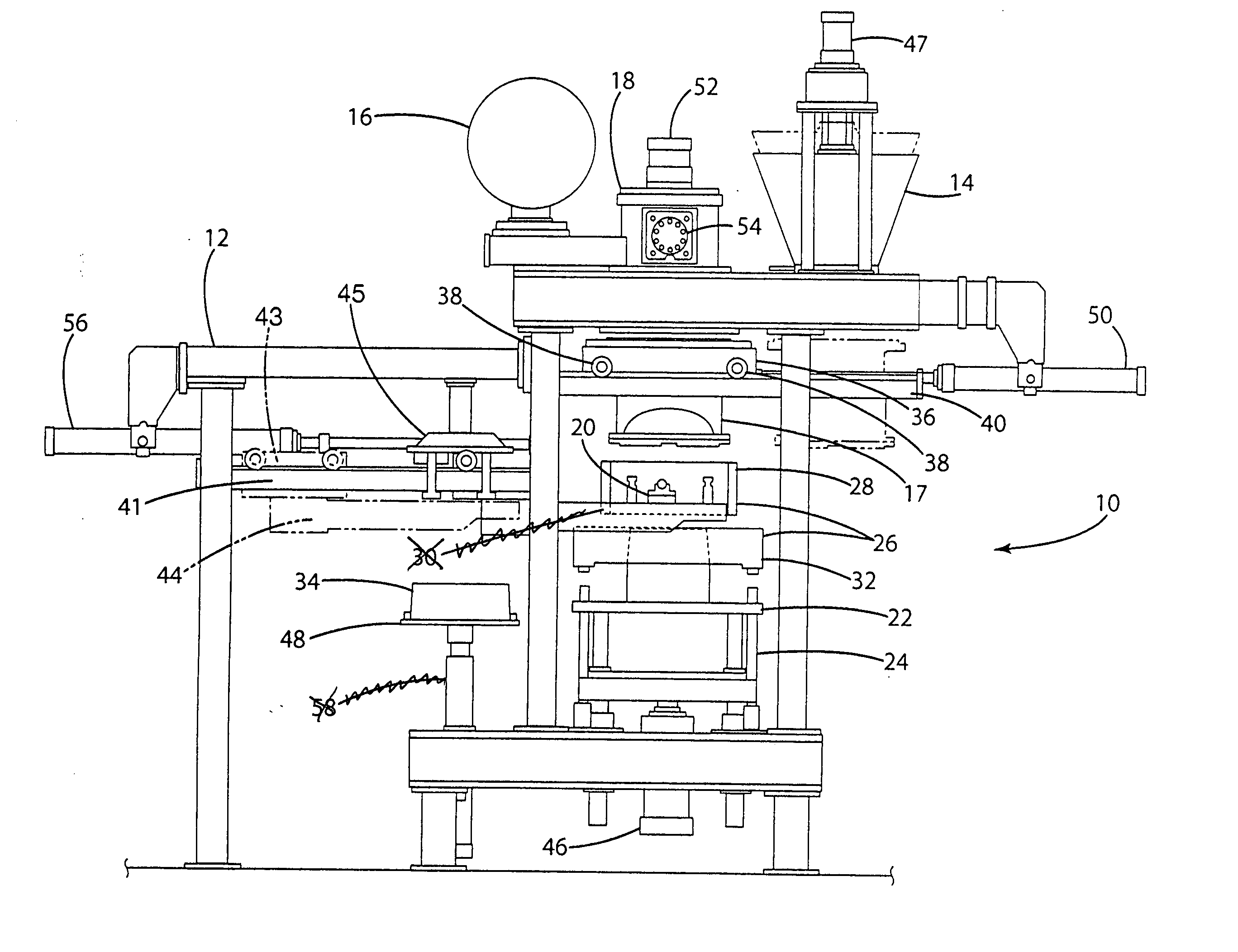
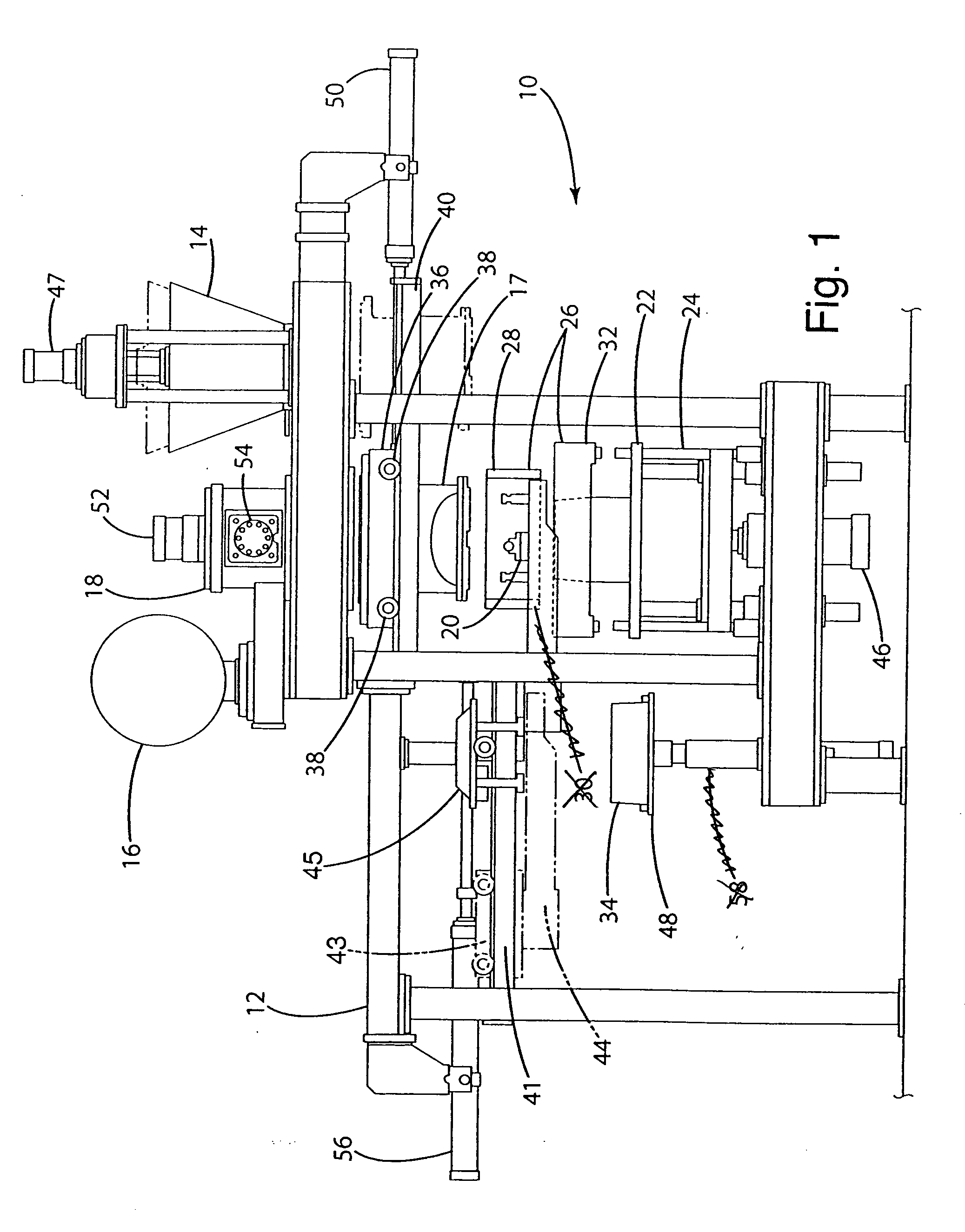
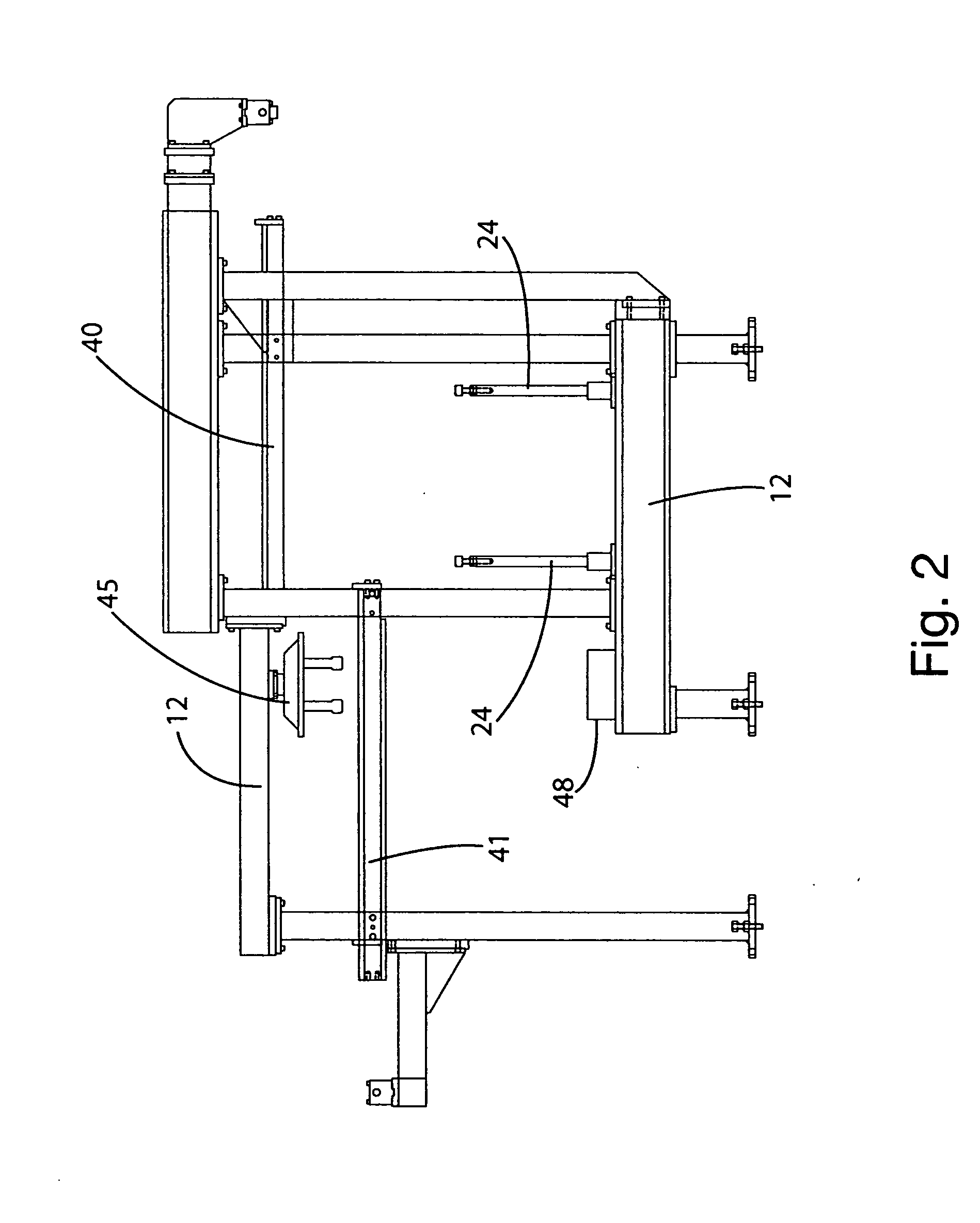
[0027] Depicted in FIG. 1 is a frontal view of the core molding machine 10 incorporating a heavy machine frame assembly 12 (FIG. 2) which supports a sand hopper 14, an air reservoir 16, and a blow head 17. A clamp table 22 and pattern pins 24 support a core box (matrix) 26 which consists of a cope 28 resting on a trunnion system 20 that is compressed against the drag 32 to form a core 34. The core box (matrix) 26 is brought adjacent to a sand chamber transfer car 36.
[0028] As shown in FIG. 1, the blow head / sand magazine 17 and sand chamber transfer car 36 are aligned with the sand hopper 14 in a position to receive the sand. Sand is introduced from the sand hopper 14 to the blow head / sand magazine 17 through the operation of the sand hopper cylinder 47 which opens and closes a valve in the sand hopper 14 which releases the sand by gravity when the sand hopper cylinder 47 is extended. The sand hopper 14 is closed by retraction of the sand hopper cylinder 47 after the sand has been i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pressure | aaaaa | aaaaa |
| heat | aaaaa | aaaaa |
| shape | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More