

Optical window for an intracorporeal device
an intracorporeal device and optical window technology, applied in the field of intracorporeal device optical window manufacturing methods and equipment, can solve the problems of inability to design devices made of brittle materials, broken window shards within the body lumen, and material inacceptability, and achieve the effect of rapid melting of plasti
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
[0074] A borosilicate glass mold is prepared with a smooth circular inner diameter of 0.014 inch.
[0075] A mandrel with an outer diameter of 0.0075 inch and a smoothly polished end is placed through a hypotube guidewire body so that it protrudes from both ends of the hypotube guidewire body. The outer diameter of the mandrel is sized to be the largest possible to allow free movement within the hypotube guidewire body. A piece of window tubing is placed over the end of the mandrel and moved up against the end of the hypotube guidewire body. The volume of the window tubing is at least the volume of the desired final window and window material parts. The outer diameter of the window material is just less than 0.014 inch (as large as possible while still less than the inner diameter of the mold).
[0076] The proximal end of the tip of the guidewire assembly is fitted over the protruding end of the mandrel, and pushed towards the hypotube guidewire body so that the window material is betw...
example 2
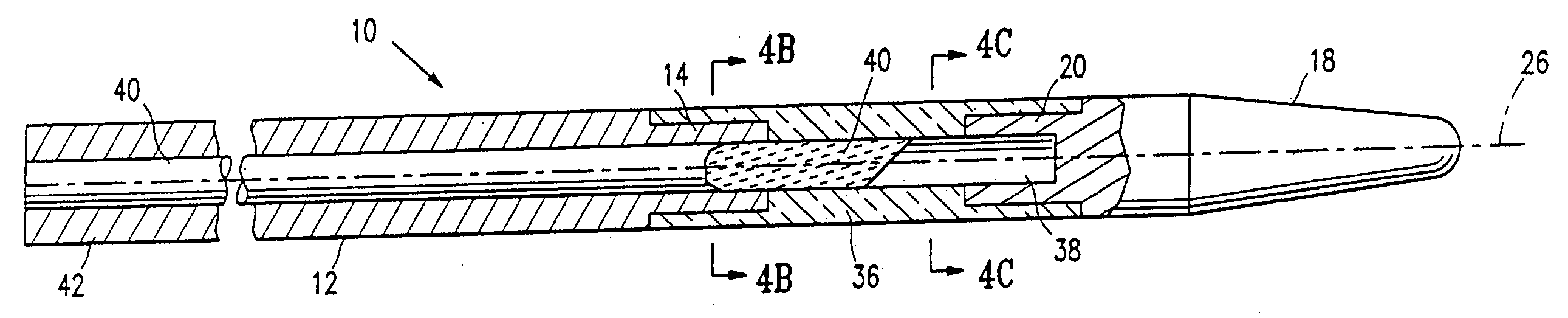
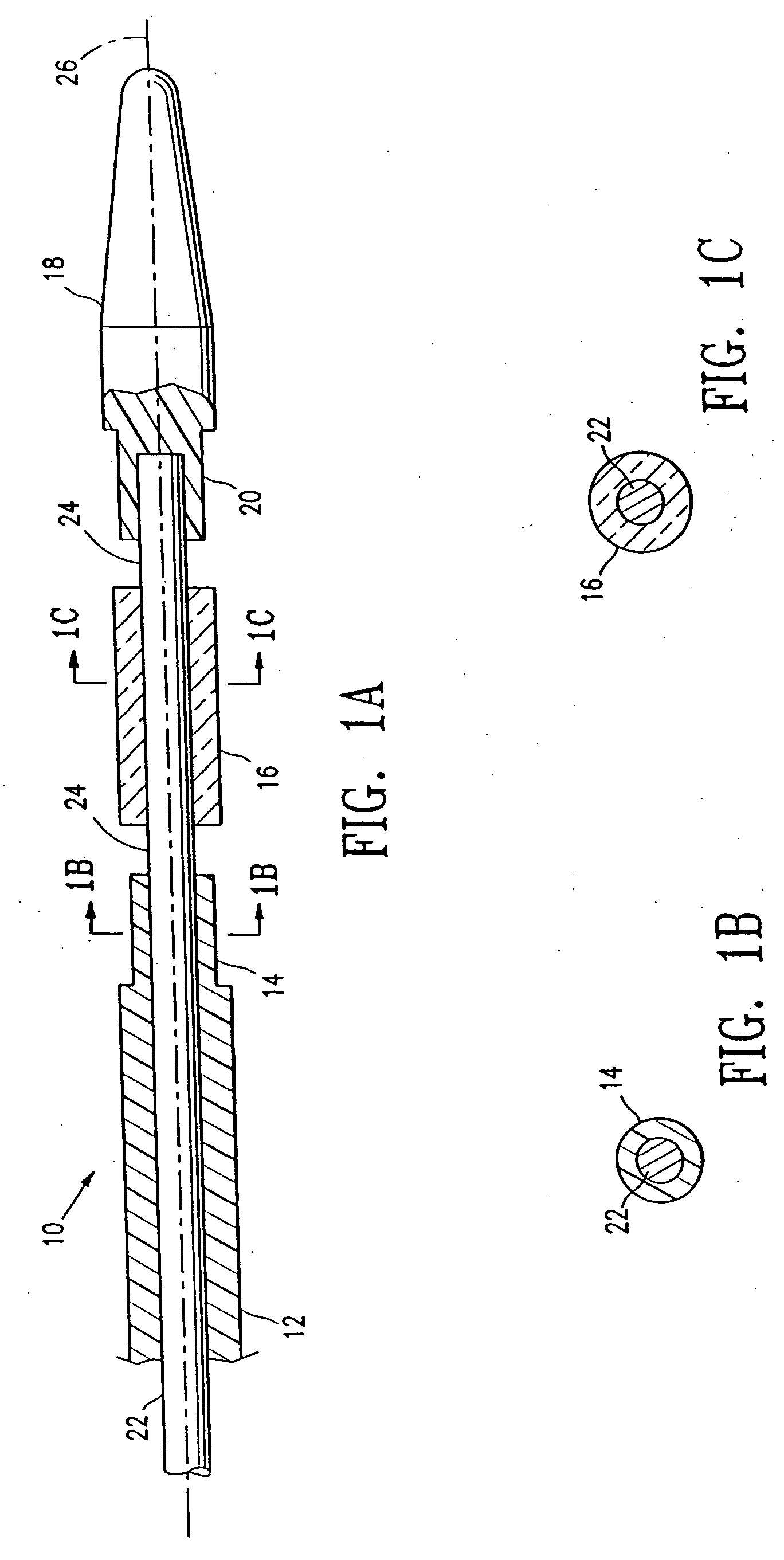
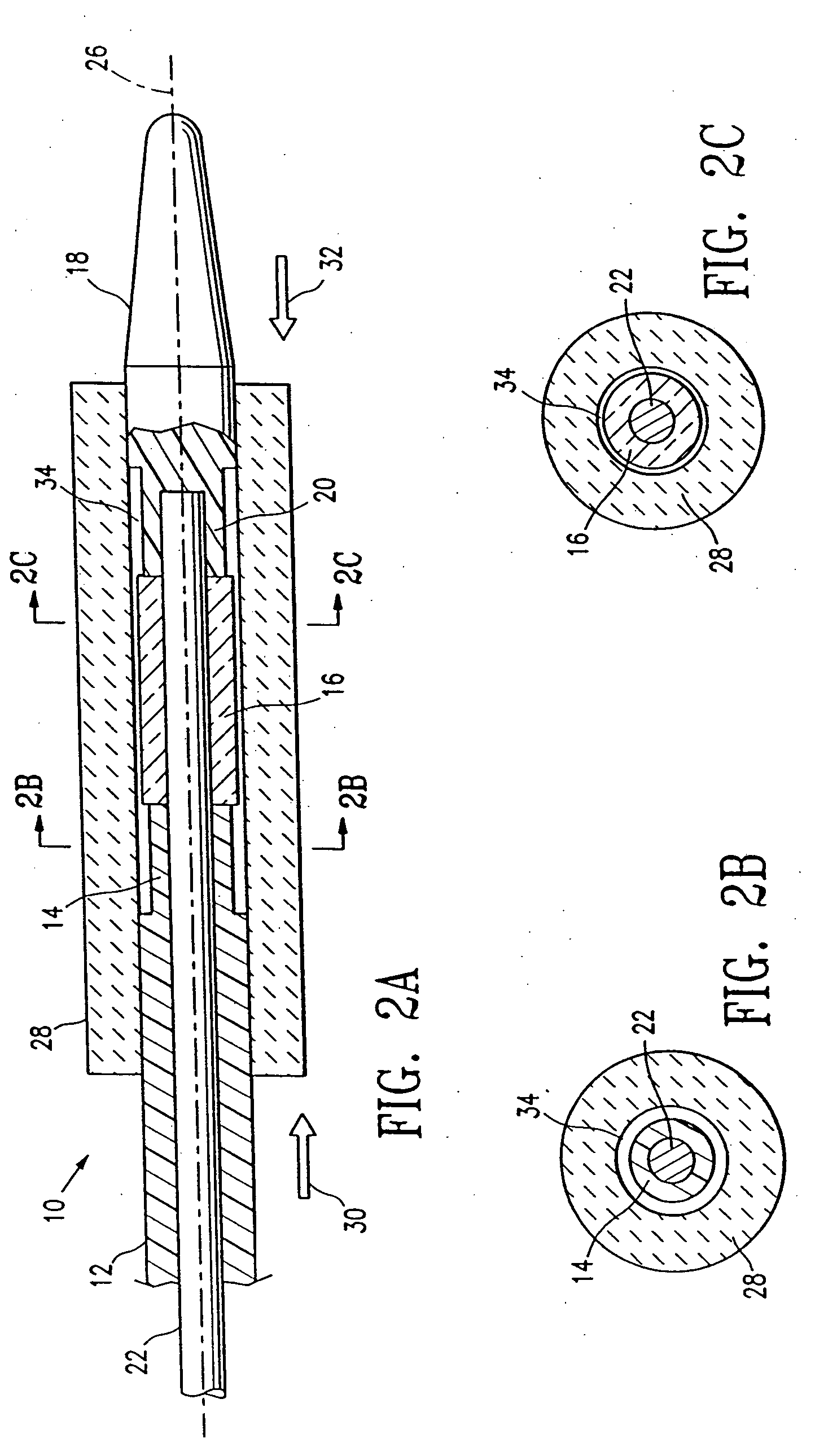
[0078] Window assemblies have been produced with the following items, where item numbers relate to similar components illustrated in the Figures. Item 22 is a mandrel and item 12, a hypotube, is a proximal tubular member. A hypotube is a tubular element useful in the manufacture of a guidewire, for example. Item 14 is a distal section of a proximal tubular member, that is, in this example, a distal portion of the hypotube. Item 16, a window preform, is an imaging window. Item 20, the proximal section of a distal member, is a proximal portion of a guidewire tip. Item 18, a distal member, is a guidewire tip. Item 28, a mold, is a mold formed from borosilicate glass tubing. Item 40, a fiber optic assembly 40, as illustrated in FIG. 4 above, fits within bore 38 left by removal of mandrel 22. The following abbreviations are used below: “OD” for outer diameter; “ID” for inner diameter; “NiTi” for nickel titanium alloy, or nitinol; “PET” for polyethylene terephthalate; “SS” for stainless s...
example 3
[0079] Windows comprising tensilized PET and polycarbonate were formed by the method of this example. Window preforms were cut to length (1-10 mm) from tubes of tensilized PET and of polycarbonate. A drill was used to create a concave taper on both ends of the window preform. This taper helps to center the proximal tubular member and the distal member. Where only one of the proximal tubular member and the distal member were to be attached, only one end of the window preform need be drilled to form a taper. A NiTi / Chromium Doped hypotube was used for the proximal tubular member. The proximal tubular member was next inserted into and clamped in a motorized collet. The proximal tubular member was then rotated in the collet and diameter of the end of the proximal tubular member was reduced using a grinding stone to form a distal section suitable for receiving the window preform. Next, a mandrel was inserted into the bore of the proximal tubular member, leaving sufficient length sticking...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More