

Substrate treatment method for portion to be coated
a technology of substrate and coating, applied in the direction of metal-working equipment, manufacturing tools, abrasives, etc., can solve the problems of uneven film thickness and formation of thin portions, damage to coatings, and impairing the coatings' function
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
examples
[0106]Next, the results of tests for comparison of workpieces subjected to substrate treatment by the method of the present invention, as well as those after coatings were formed thereon, with workpieces subjected to substrate treatment by a known blasting method, as well as those after coatings were formed thereon, will be shown.
Examination of Embedded Abrasive Grains
[0107]Next, the results of examination of embedded abrasive grains on workpieces formed of various materials and subjected to different substrate treatments, including samples subjected to substrate treatment by the method of the present invention, untreated samples, and samples subjected to substrate treatment by a typical blasting method, will be shown below.
[0108]Cold-Rolled Steel Sheet (SPCC) Treatment Test
[0109]Processing Conditions
example
[0110]The substrate treatment method (Example) of the present invention was performed under the conditions shown in Table 2 below.
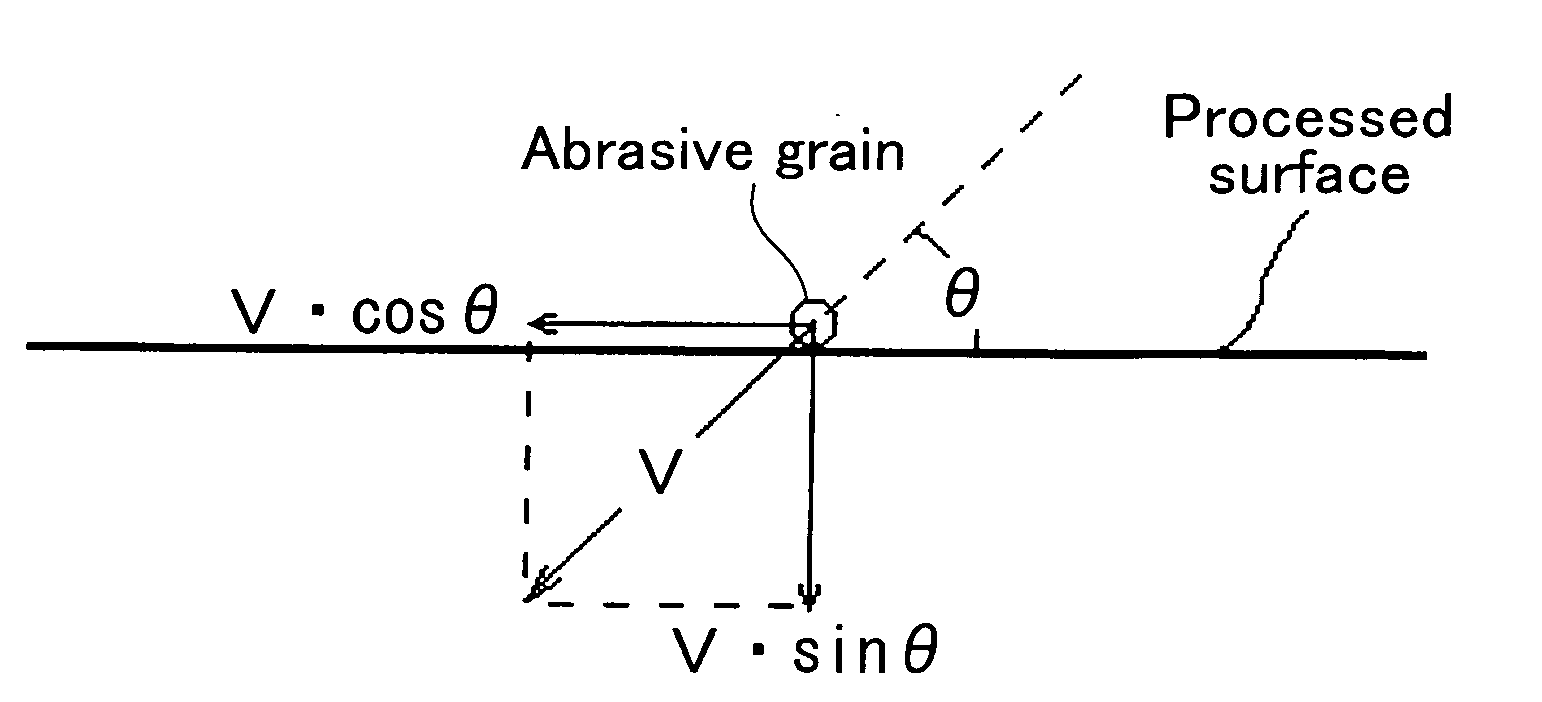
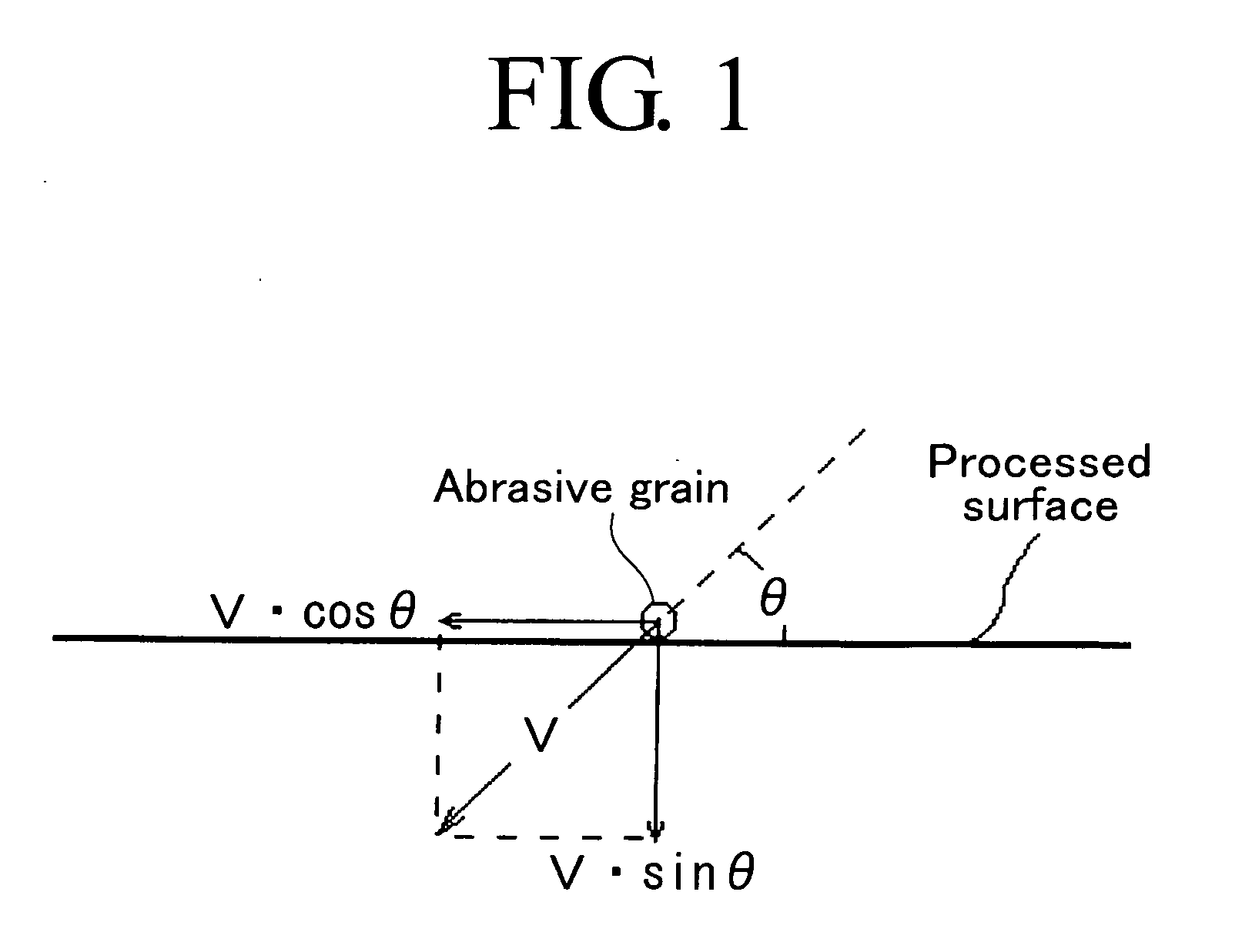
TABLE 2Processing Conditions for Substrate Treatment under the present Invention (Example 1-4)Example 1Example 2Example 3Example 4WorkpieceCold-RolledAlloy Tool SteelCemented CarbideAluminumSteel Sheet(SKD11)(KHO3) manufactured by(A1100)(SPCC)Sumitomo Electric Industries, Ltd.Blasting“FDQ-SR”“SG-SR”“SG-SR”“LDQ-SR”MachineFuji Mfng.Ejection MethodDirect-pressureGravityGravityDirect-pressure (Blower)Compressed airCompressorCompressorCompressorBlowerSupply methodCondition Of EjectionPressure (MPa) 0.3 0.2 0.5 0.02Ejection 705010050distance(mm)Incident angle θ° 3045 6075Nozzle-tip 810 610diameter(mm)Ejection materialAbrasive grains compounded and dispersed in the base materialElastic abrasiveAverage650353501000 grain sizeMinimum (μm)50020200800 Maximum (μm)800505001200 Base materialRubberAbrasive grains“Fujilundum GC”“Fujilundum GC”“Fujilundum WA”“Fujil...
PUM
| Property | Measurement | Unit |
|---|---|---|
| average grain size | aaaaa | aaaaa |
| grain size | aaaaa | aaaaa |
| incident angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More