

Steel plate manufacturing facility and manufacturing method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
examples
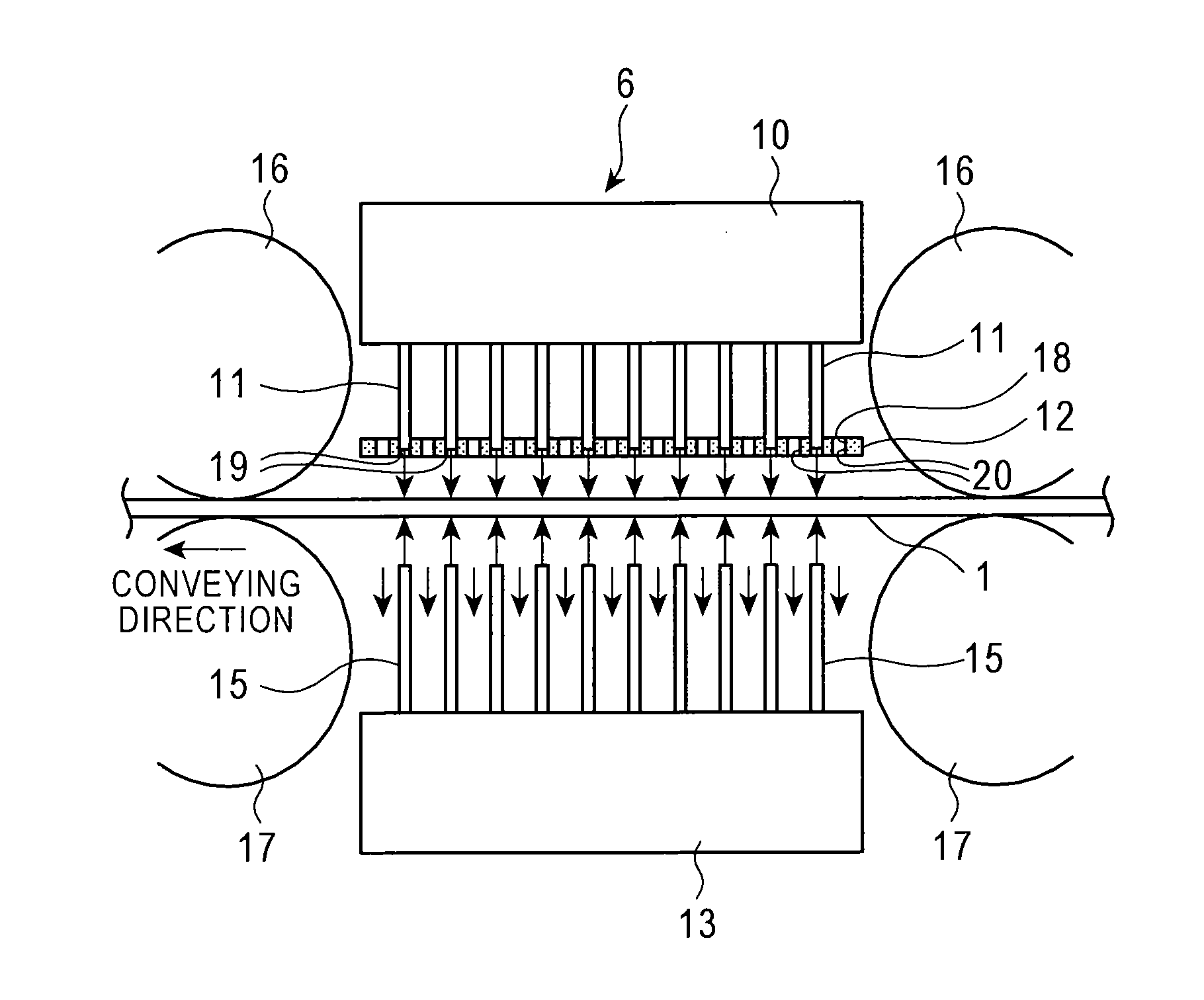
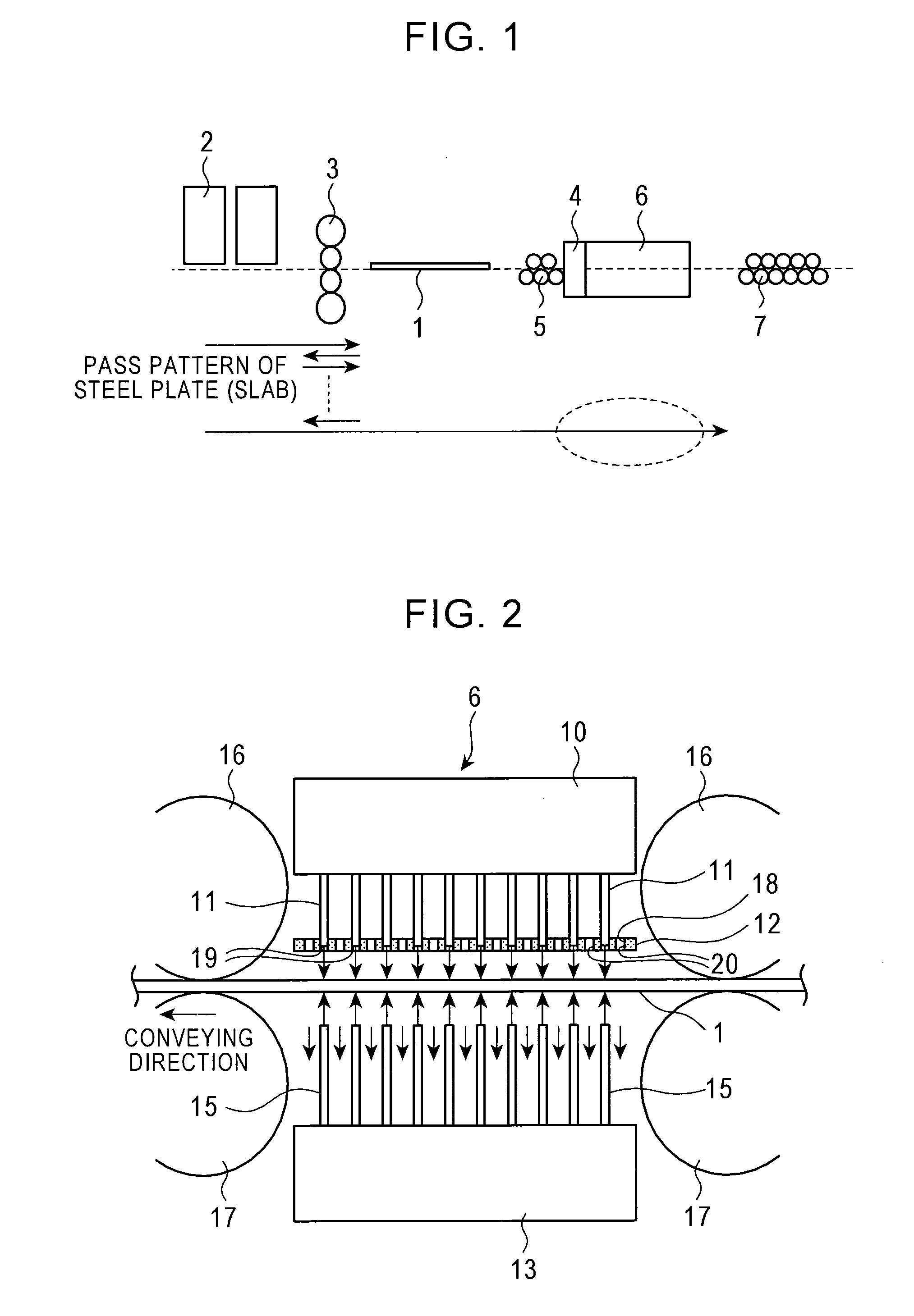
[0082]The steel plate 1, rolled by the hot rolling mill 3, having a thickness of 30 mm and a width of 3500 mm was passed through the first hot leveler 5 and the descaler 4 and was then controlled such that the steel plate was cooled from 820° C. to 420° C. As regards a condition for stable cooling calculated from the above-described expressions (6), (7), and (8), the period of time t between the completion of removal of scale on the steel plate 1 by the descaler 4 and the start of cooling of the steel plate 1 by the cooling equipment 6 is less than or equal to 42 s, preferably, less than or equal to 19 s, and more preferably, less than or equal to 5 s.
[0083]As regards the descaler 4, the spraying pressure of nozzles was 17.7 MPa, the spray flow rate per nozzle was 64 L / min / nozzle, the spraying distance (the distance between each spraying nozzle of the descaler 4 and each surface of the steel plate 1) was 130 mm, the spray angle of nozzle was 32°, the angle between the spray directio...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Pressure | aaaaa | aaaaa |
| Distance | aaaaa | aaaaa |
| Distance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More