

One tenth hardness quenching and tempering and annealing technique for chilled steel strip
An annealing process and technology for steel strips, applied in manufacturing tools, heat treatment equipment, furnaces, etc., can solve the problems that cold-rolled steel strips cannot meet high-strength technical requirements and plastic deformation requirements, and achieve increased elongation and processing costs. The effect of low, improved plasticity and toughness index
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Example 1: Variety 08AL, specifications: thickness 0.35-0.70mm, width 430-610mm, technological process: a section of heating steel strip is heated from normal temperature to 450°C, and the heating rate is 3°C / min; a section of holding temperature is 450°C, holding time 1.5 hours, purge time 1.5 hours, purge flow 7m 3 / h; the second-stage heating steel strip continues to be heated to 500°C, the heating rate is 0.4°C / min, the second-stage holding temperature is 500°C, the holding time is 5 hours, and the purge flow rate is 8m 3 / h, and the purging time is 3 hours; the furnace is sprayed with water to cool to a temperature of 300°C, and the furnace is air-cooled to 100°C, and then it is discharged from the furnace.
Embodiment 2
[0035] Example 2: Variety Q195, specifications: thickness 0.71-1.40mm, width 610-720mm, technological process: a section of heating steel strip is heated from normal temperature to 455°C, and the heating rate is 3°C / min; a section of holding temperature is 455°C, holding time 1.8 hours, purge time 1.8 hours, purge flow 7m 3 / h; the second-stage heating steel strip continues to be heated to 505°C, the heating rate is 0.45°C / min, the second-stage holding temperature is 505°C, the holding time is 5.5 hours, and the purge flow rate is 8m 3 / h, the purging time is 3 hours; the furnace is sprayed with water to cool to a temperature of 310°C, and the furnace is air-cooled to 110°C before being discharged from the furnace.
Embodiment 3
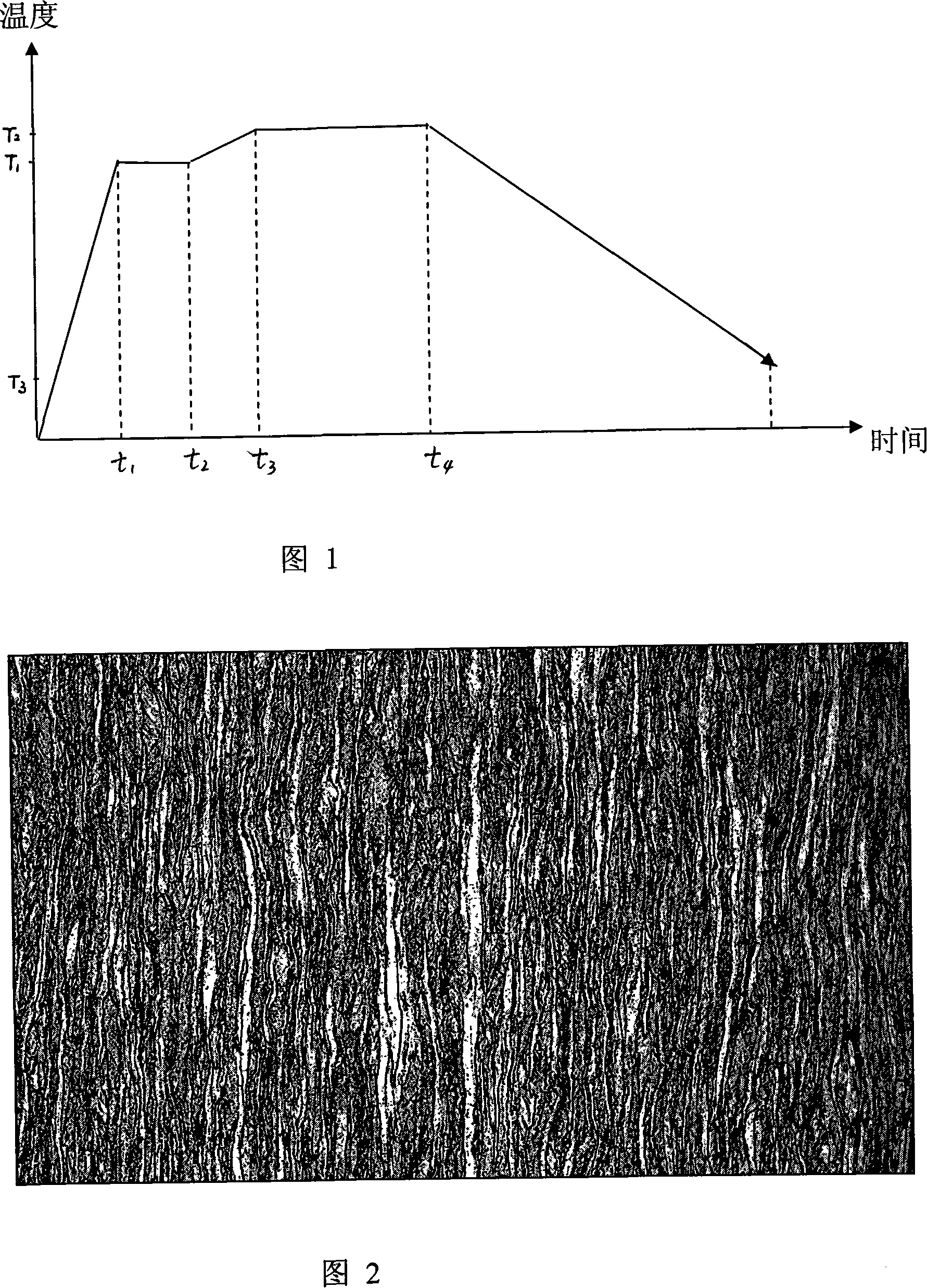
[0036] Embodiment 3: variety Q195L, specifications: thickness 1.41-2.00 mm, width 720-830 mm. See Figure 1, process: a period of heating time is t 1 , the steel strip is heated from room temperature to temperature T 1 is 460°C, and the heating rate is 3°C / min; 2 -t 1 ) temperature T 1 460°C, holding time 2 hours, purge time 2 hours, purge flow 7m 3 / h; second stage temperature rise (t 3 -t 2 ) The steel strip continues to be heated to T 2 is 510°C, the heating rate is 0.5°C / min, the second stage (t 4 -t 3 ) holding temperature T 2 The temperature is 510℃, the holding time is 6 hours, and the purge flow rate is 8m 3 / h, the purging time is 3 hours; the furnace is sprayed with water to cool to a temperature of 305°C, and the furnace is air-cooled to a temperature of T 3 105°C, out of the oven.
PUM
| Property | Measurement | Unit |
|---|---|---|
| recrystallization temperature | aaaaa | aaaaa |
| recrystallization temperature | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More