

Cold-forging technique of gear shaft
A gear shaft and cold forging technology, which is applied in metal material coating technology, manufacturing tools, metal processing equipment, etc., can solve the problems of low back-extrusion deformation of tooth-shaped blind holes, insufficient tooth profile strength, and low production efficiency. Achieve the effect of improving the quality and production efficiency of tooth hole forming, saving raw materials and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
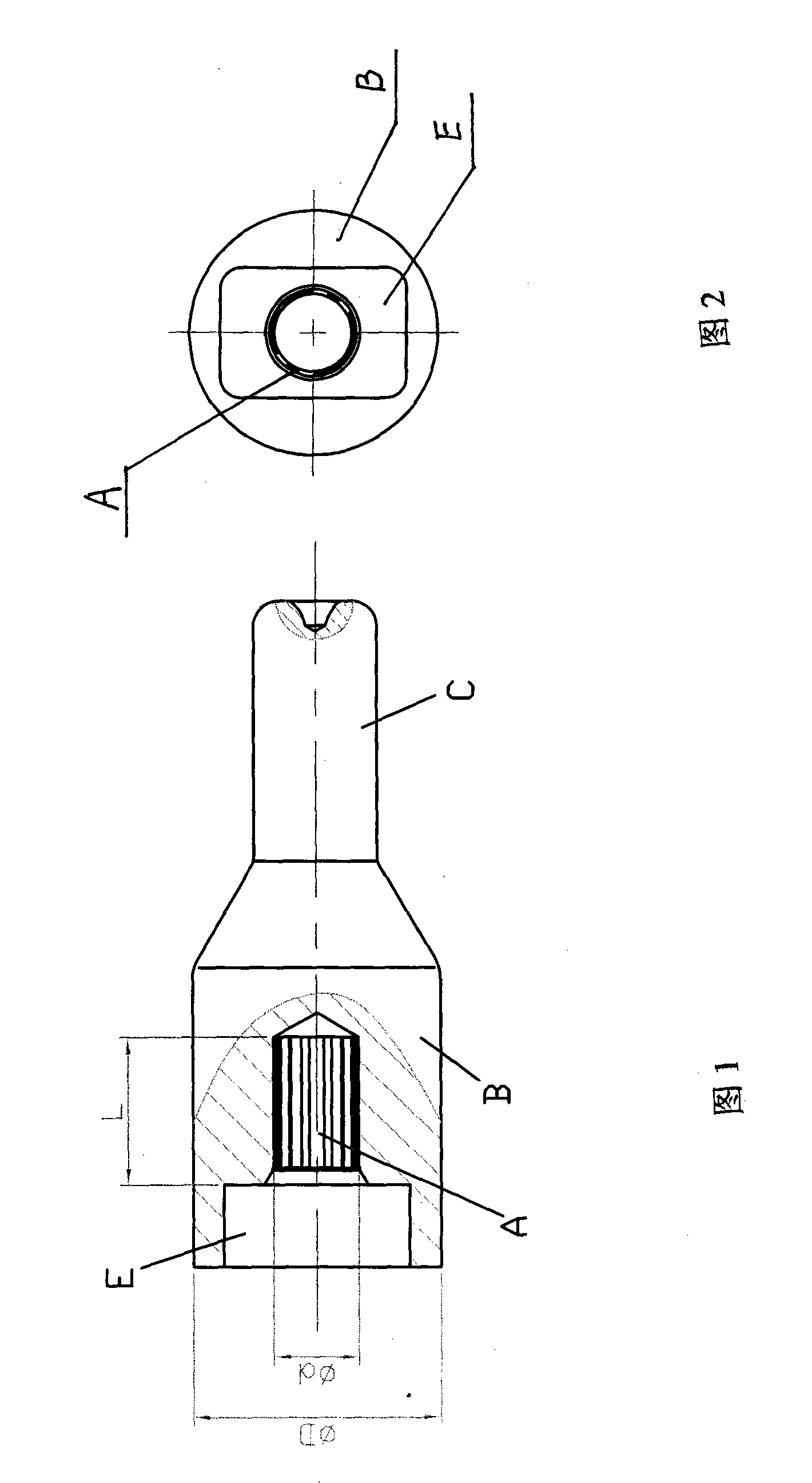
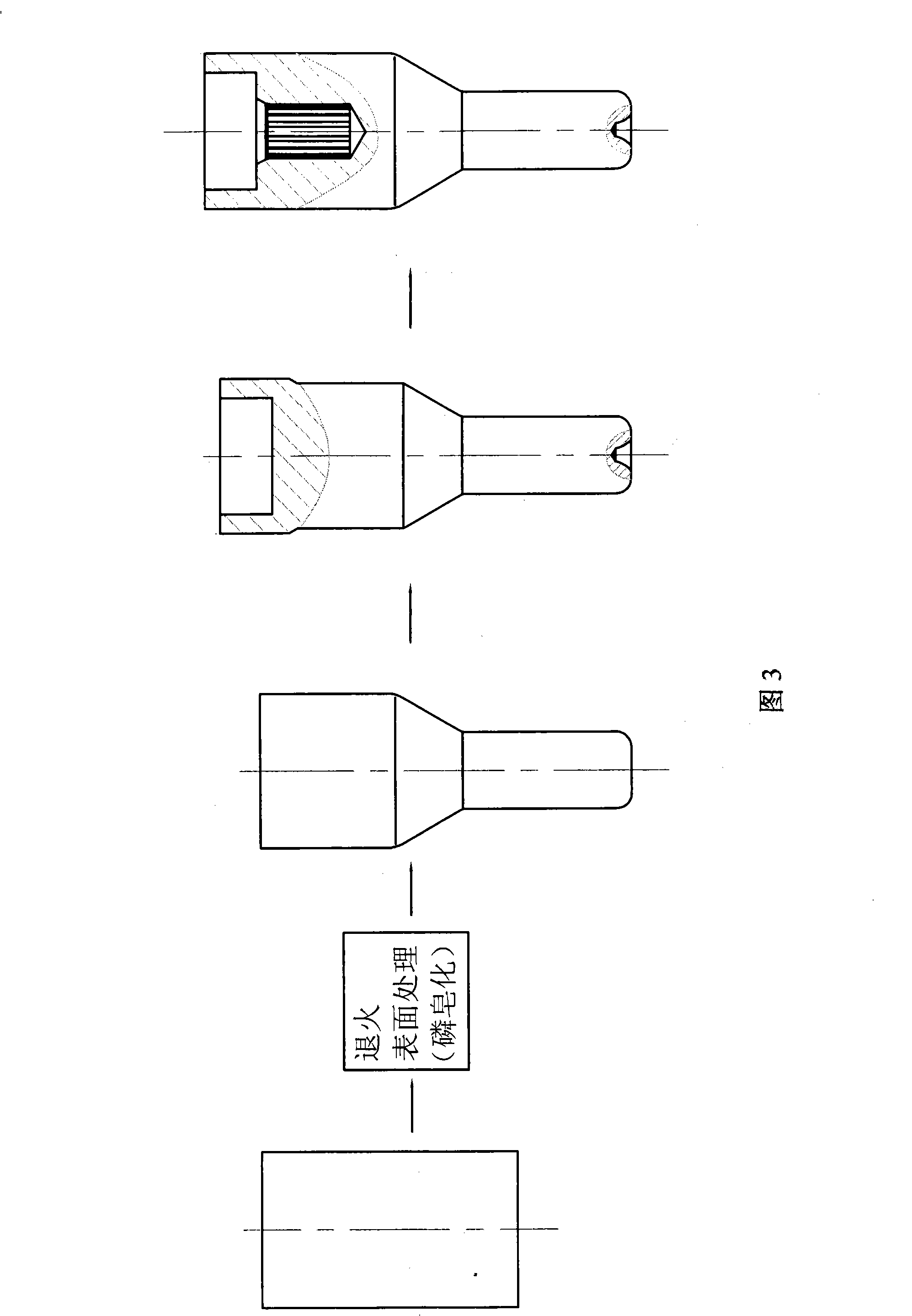
[0024] Such as image 3 As shown, it is a cold forging process flow chart, and a cold forging process of a gear shaft is:
[0025] In the first step, according to the length of the gear shaft, the alloy steel bar is blanked with a circular saw machine, and the weight error of the blank is ±1 gram;
[0026] The second step is to anneal the rough bar in a well-type furnace at an annealing temperature of 860°C, hold it for 6 hours, and cool it to 300°C with the furnace;
[0027] The third step is to use the phosphorus saponification line to carry out phosphating and saponification treatment on the annealed blank bar according to the conventional process to form a surface lubricating layer. The phosphating temperature is 70 ° C and the time is 20 minutes; the saponification temperature is 60 ° C and the time for 10 minutes;
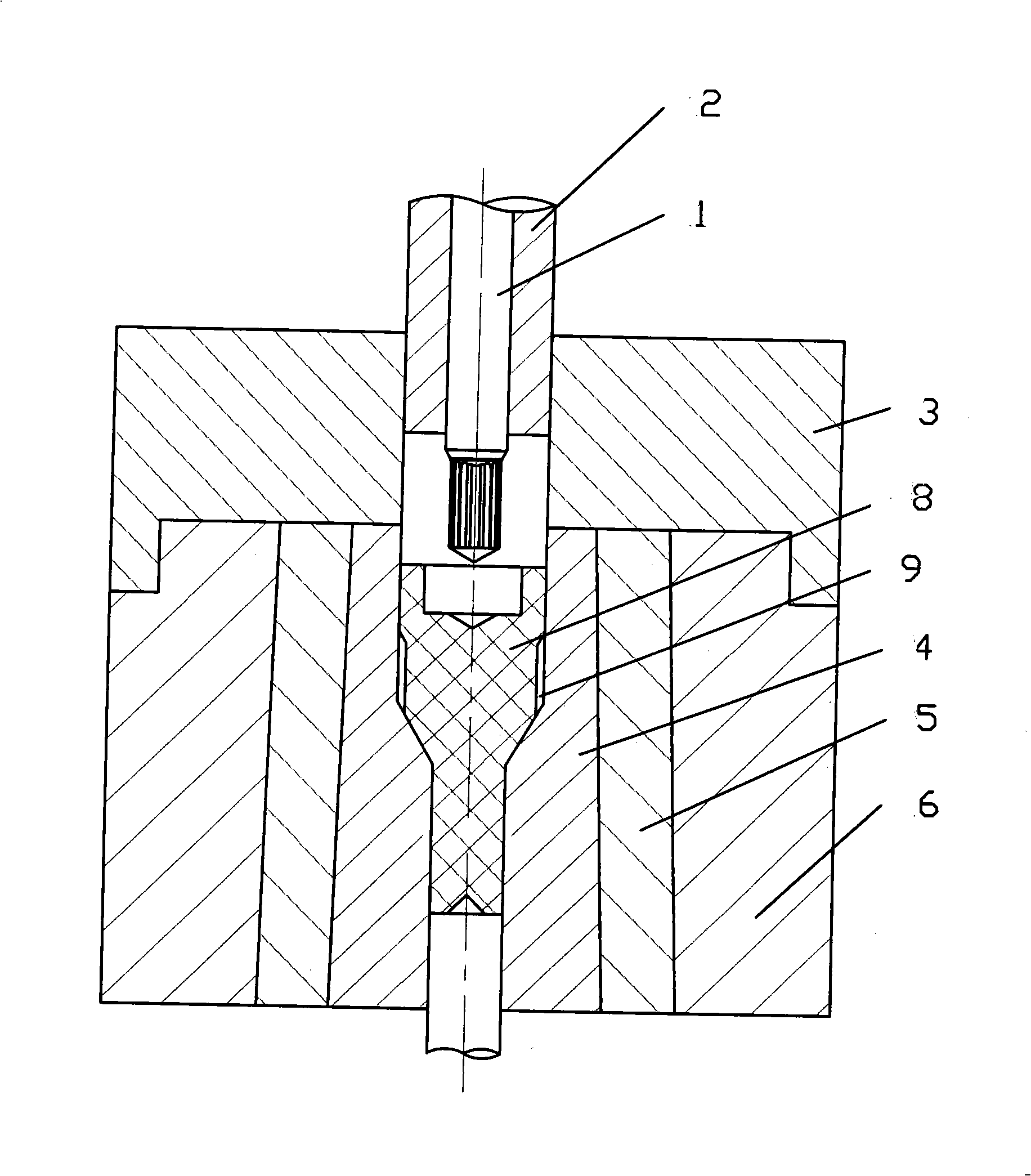
[0028] The fourth step is to use high-strength die steel to manufacture forward extrusion dies, reverse extrusion dies and gear hole forming dies;
[0029...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More