System and method for realizing three-dimensional storage and sorting
A three-dimensional, box-body technology, applied in the field of warehousing, can solve the problems of increased conveying equipment, large warehouse area, affecting the overall appearance of the warehouse, and achieve the effect of reducing storage costs, reducing area, and improving work efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
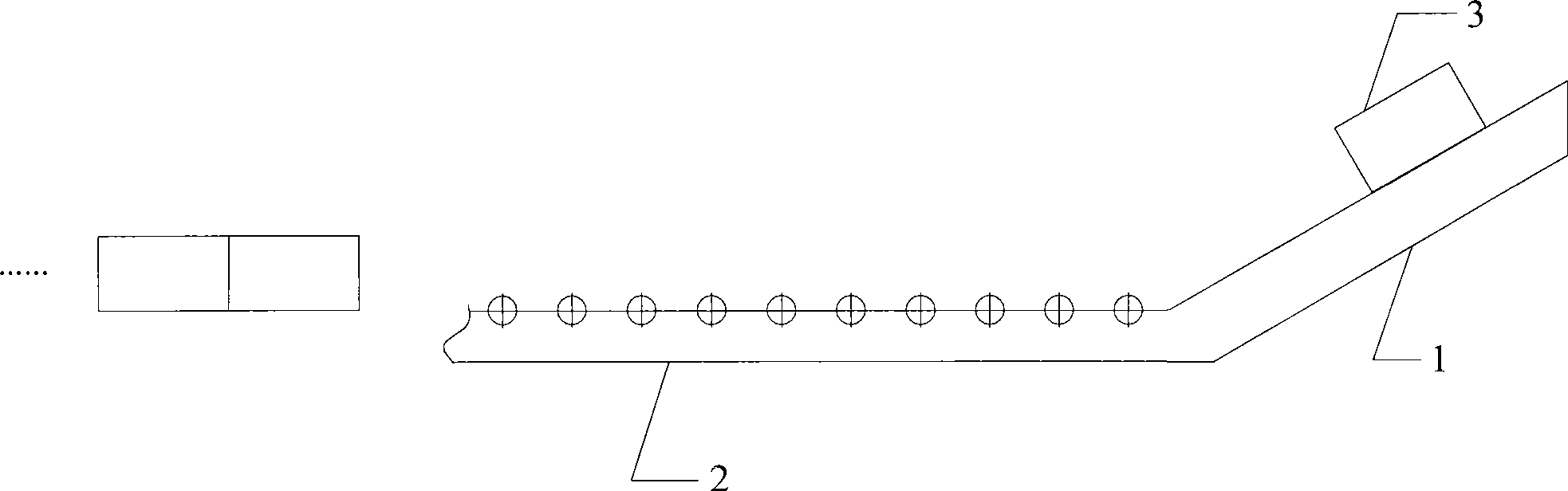
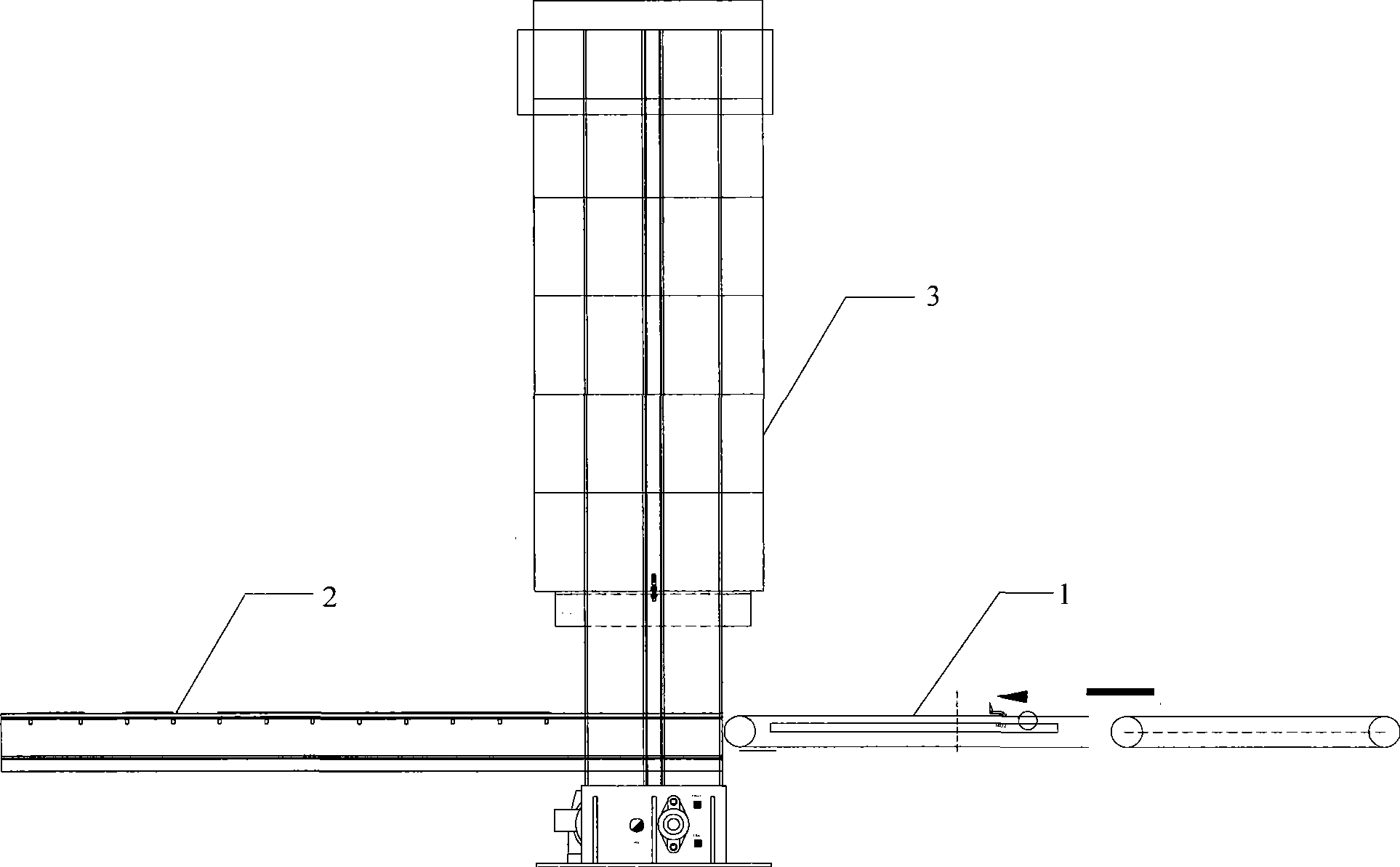
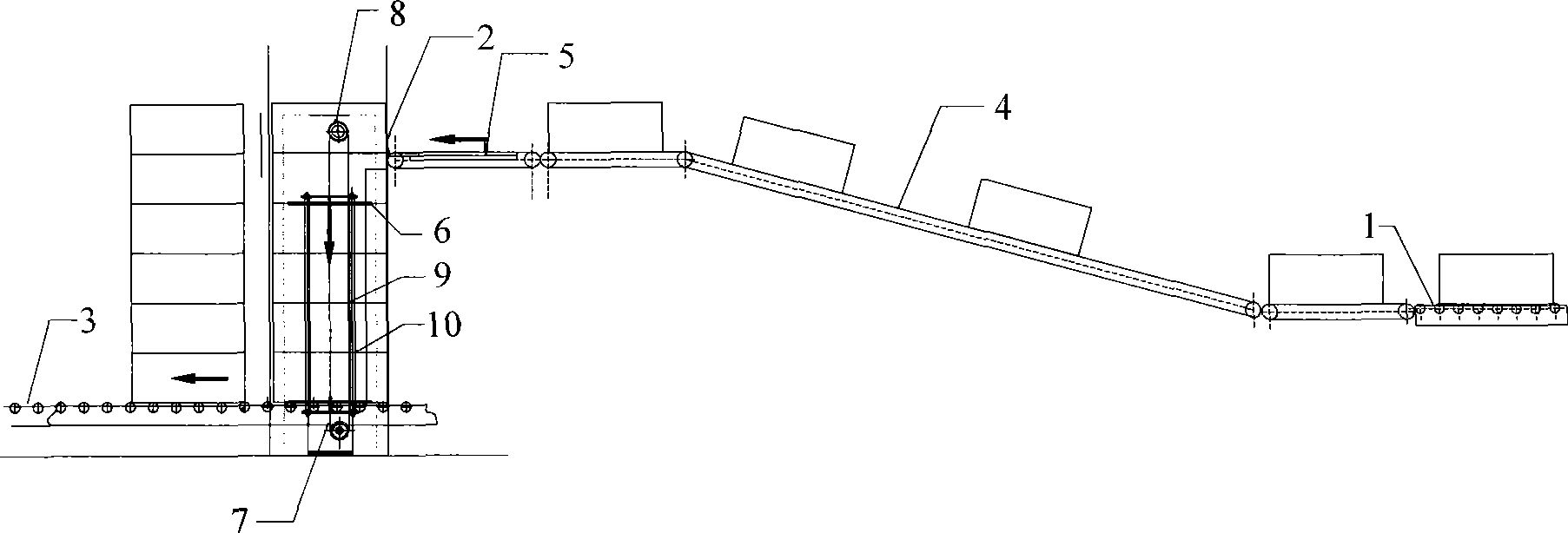
[0025] In order to solve the problems existing in the prior art, the present invention proposes a solution to change the traditional planar storage into a three-dimensional storage: transport the boxes to be stored to the stacker for stacking, and the stacking is done by the photoelectric switch When it is detected that the stacking of the boxes is completed, the conveyor line is controlled by a programmable logic controller (PLC) to transport the stacked boxes to the storage for storage; When the box is obtained from the warehouse, the box in the storage is transported to the depalletizer; the photoelectric switch detects the depalletizer, and when it is detected that the box reaches the depalletizer, the depalletizer disassembles the Palletizing, and then the conveying line is controlled by the PLC to transport the unstacked boxes out, thereby reducing the warehouse floor space occupied by the box storage, reducing storage costs, and improving work efficiency.
[0026] In or...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



