

Instant inoculation method of large-section magnesium iron
A technology of instantaneous inoculation and large cross-section, which is applied in the field of instantaneous inoculation of large-section ductile iron poured in the sprue box, which can solve the problems of reduced nodularization rate, low nodularization rate, graphite distortion and fragmented graphite, etc., and achieve low temperature impact Good performance, improved quality stability, and the effect of eliminating fragmented graphite
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
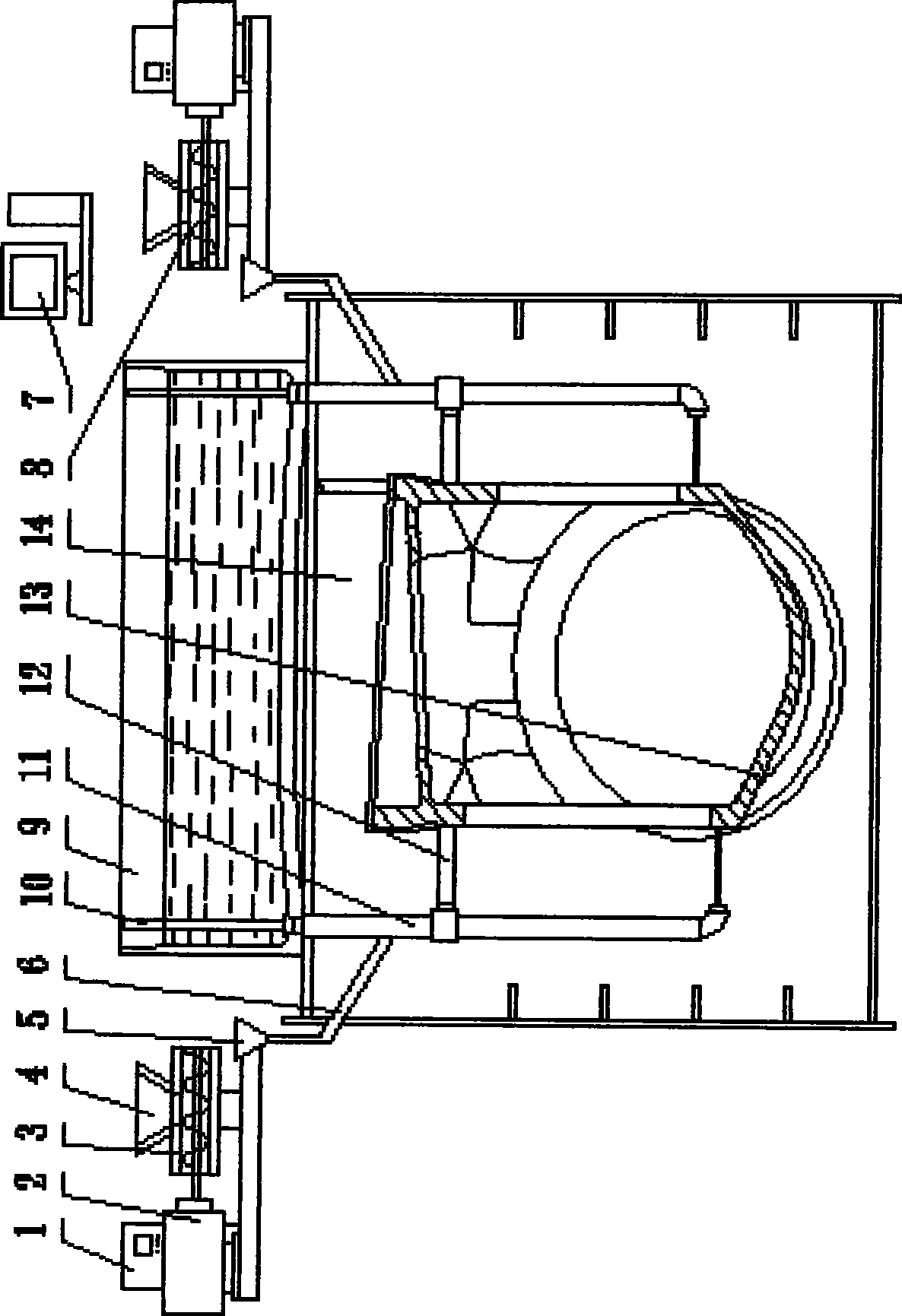
[0018] Embodiment: Taking the hub of a 1.5MW wind turbine as an example, the present invention will be further described with reference to the accompanying drawings.
[0019] 1. First determine the parameters and variable relationships:
[0020] A. Pouring time calculation
[0021] The weight of the casting is W=10500kg, and it is cast without a riser, and the process yield is designed to be 88%, so the weight of the casting is: G=11930Kg.
[0022] The pouring time is: t=(2 / 3)×mG 1 / 2 = 138s. In the formula, m is the wall thickness coefficient, which is 1.9; G is the pouring weight (kg).
[0023] B. Calculation of the molten iron flow at the exit of sprue box 9
[0024] The weight of molten iron is G=11930Kg, and the density of molten iron is r 铁水 =7×10 -3 kg / cm 3 ;
[0025] Set sprue box 9 diameter D 1 (cm), the cross-sectional area of gate box 9 is S 1 (cm 2 ), the initial liquid level height of sprue box 9 is h 1 (cm), the height of the choke section is h x (c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More