

Process for forming spare billet of wheel rim without inner tube with constant strength variable cross-section
A forming process and variable section technology, applied in the direction of wheels, spoked wheels, vehicle parts, etc., can solve the problem of difficult air leakage, etc., and achieve the effect of saving fuel consumption, low production cost and low investment.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
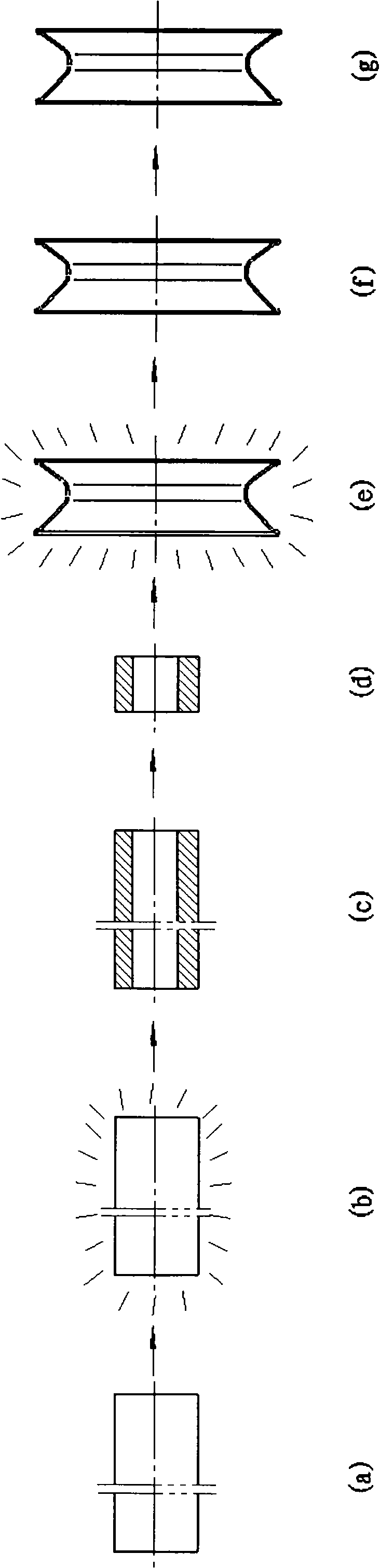
[0006] As shown in the attached figure, the steps of the rim preparation process for the tubeless variable cross-section equal-strength wheel rim are: (a) heating → (b) piercing → (c) blanking → (d) hot ring rolling → (e) Sizing and expanding → (f) descaling.
[0007] (a) Heating: The cast billet bar is heated to the forging temperature with a heating furnace.
[0008] (b) Perforation: The cast billet bar is pushed by the pusher and sent to the piercer for perforation to make a tube blank.
[0009] (c) Cutting: use a sawing machine to cut the perforated tube blank into tube sections according to the principle of constant volume.
[0010] (d) Hot ring rolling: use a heating furnace to heat the pipe section to the forging temperature, and use a ring rolling machine to roll the heated pipe section to the size of the intermediate billet. During the hot ring rolling process, the as-cast microstructure is modified into a forged microstructure.
[0011] (e) Calibration and expansi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More