

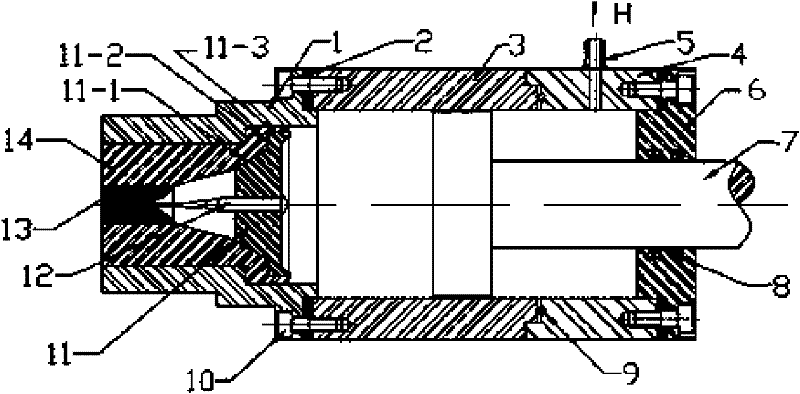
Extruding device of porous hard alloy profile
A technology of hard alloy and extrusion device, which is applied in the direction of metal extrusion, metal extrusion die, metal extrusion control equipment, etc., can solve the problems of pores, short profile length, large aperture size, etc., and achieve mechanical properties Good, lighten the load, reduce the effect of extrusion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Example 1: Extrusion of Φ14mm×Φ1.5mm×300mm single-hole alloy rod
[0040] The perforated cemented carbide profile extrusion device of the present invention operates according to the workflow of mold loading, material loading, vacuuming, and extrusion:
[0041] (1) Design and manufacture the mold, core rod and core rod support according to the outer circle and inner hole size of the alloy round rod, and grind the working surface of the above workpiece to a mirror surface; then install the mold formwork according to the steps.
[0042] (2) Use an adhesive tape to seal the mold outlet; withdraw the extrusion push rod; move out the front press cylinder 3 and lift the charging port upwards, pour alloy powder into the front press cylinder; put the press cylinder and extrusion Press the push rod to reset.
[0043] (3) Vacuumize to make the vacuum degree of the inner cavity of the cylinder reach 70Pa~80Pa.
[0044] (4) Start the machine and squeeze the alloy powder out of the m...
Embodiment 2
[0045] Example 2: Extrusion of Φ14mm×Φ1.5mm×300mm double-hole alloy round rod
[0046] The extrusion operation steps and the vacuum degree of the inner cavity of the press cylinder are consistent with the first embodiment.
[0047] The extrusion die used the mold of Example 1. When making mandrels, two mandrels were manufactured by splitting and placed on the mandrel support seat, and the mandrel support was manufactured according to the size of the mandrel support. The finish of the working surface is still mirror-like.
[0048] Install the mold according to the mold loading steps, operate according to the technological process of embodiment 1, and successfully extrude a Φ14mm×Φ1.5mm×300mm double-hole alloy round rod.
Embodiment 3
[0049] Example 3: Extrusion of 8mm×8mm×Φ1.0mm×300mm square single-hole profile
[0050] The extrusion operation steps and the vacuum degree of the inner cavity of the press cylinder are consistent with the first embodiment.
[0051] When making the mould, plan the size of the square cavity and mandrel according to the process parameters, and grind the working surfaces of the mold and mandrel to a mirror surface. Install the mold according to the mold loading steps, operate according to the technological process of the first embodiment, and successfully extrude the 8mm×8mm×Φ1.0mm×300mm square single-hole profile.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More