Cold extrusion forming method of thin-walled inner cone splined hub
A technology of conical splines and key sleeves, which is applied in the direction of key connections, connecting components, mechanical equipment, etc., can solve the problems of thin-walled internal conical spline sleeves that are not easy to process, and achieve the effect of solving cracks and reducing friction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
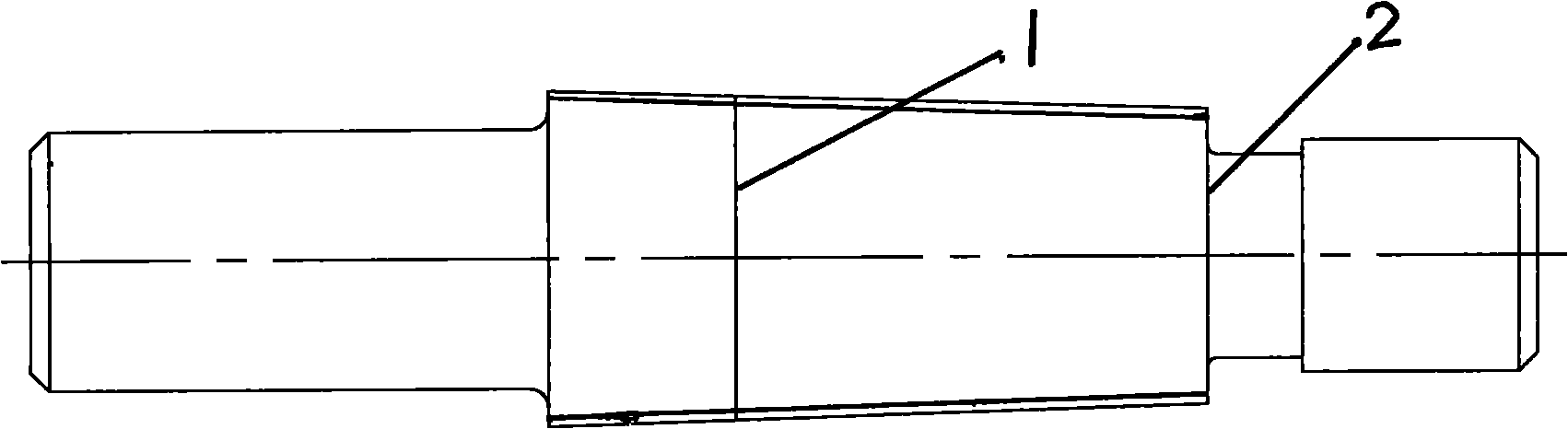
[0010] The method of cold-extruding thin-walled inner cone spline bushings, the steps are as follows: blank quenching and tempering, turning the outer circle, drilling, boring taper holes, cold-extruding cone splines, inspection, phosphating, and disulfide in the process of cold extrusion Molybdenum lubrication. First of all, the design and manufacture of the extrusion knife should ensure that the small diameter is 3 to 5 mm smaller than the small diameter of the spline, and the parameters of the reference plane must match the parameters of the corresponding surface of the part. The axiality is less than 0.01, the non-perpendicularity between the small end (limiting surface) of the extrusion knife and the center of the extrusion knife is less than 0.01, and the clearance between the guide part of the extrusion knife and the guide sleeve of the fixture is reasonable. The non-perpendicularity between the plane of the limit washer of the fixture and the guide sleeve is less than ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com