

Die forging process and special die for final stage blade of large half-RPM (Revolution per Minute) nuclear turbine
A half-rotation speed, steam turbine technology, applied in the direction of manufacturing tools, mechanical equipment, engine components, etc., can solve the problems of inability to continue, high cost of blade manufacturing, and low forging production capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
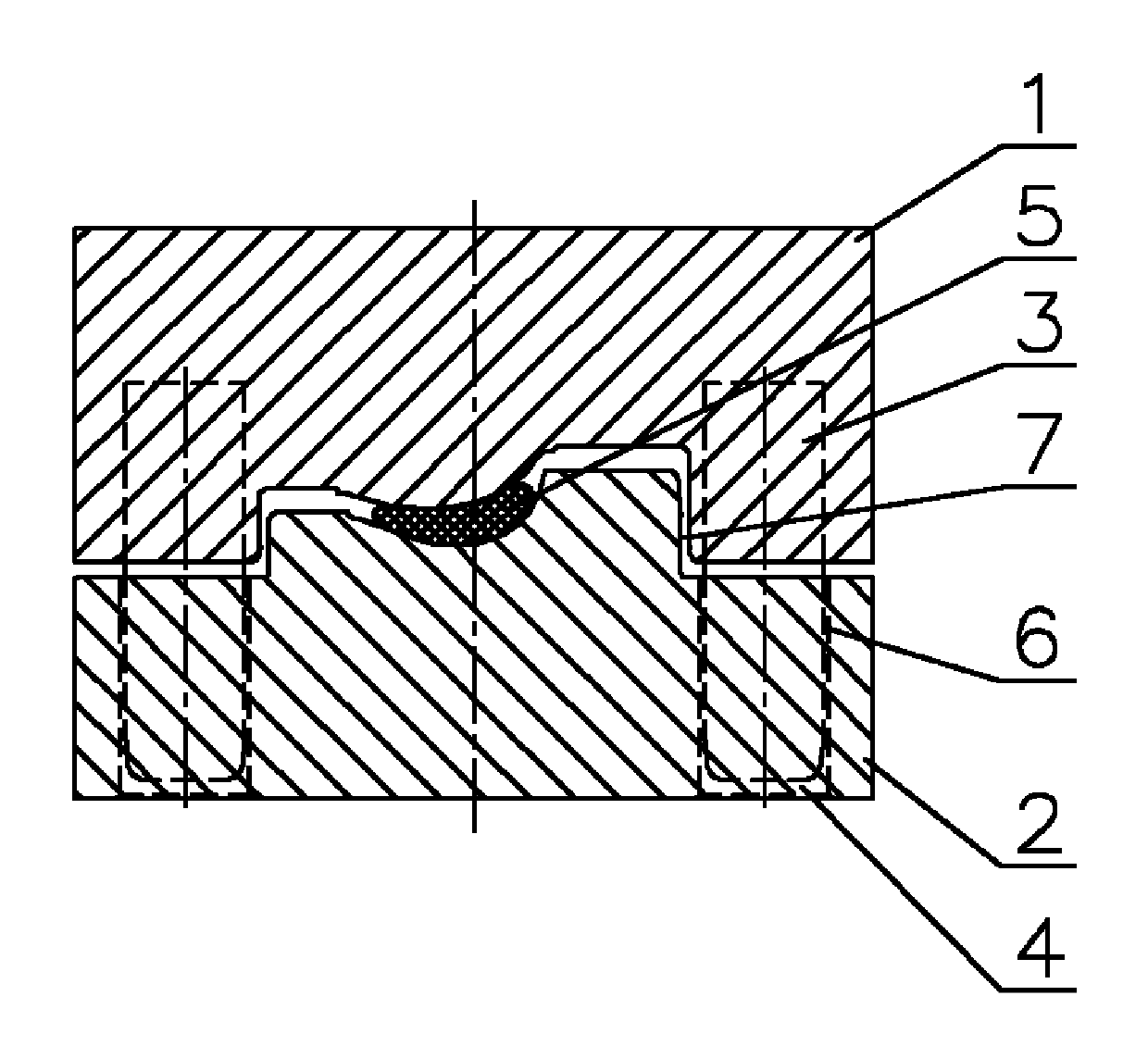
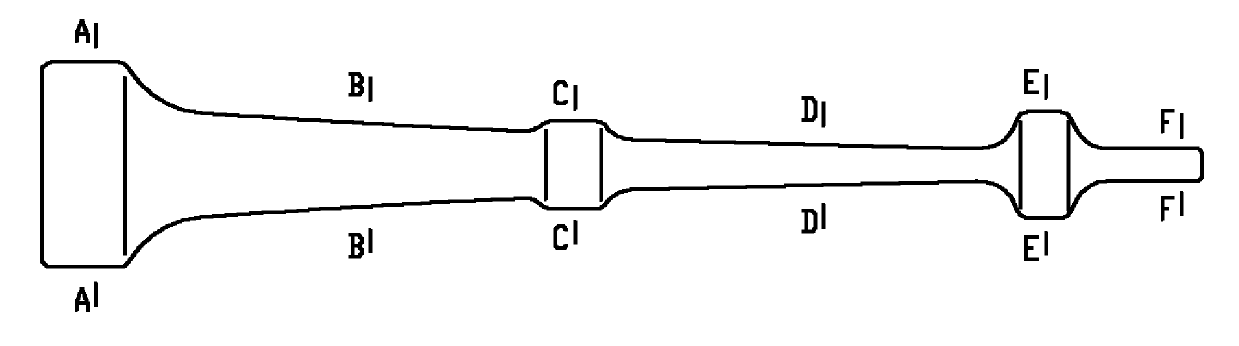
[0017] The process of the present invention is to use a hydraulic press to upset the bar, and then use electro-hydraulic hammer free forging to radially elongate the bar to make a billet. See figure 2 , image 3 , Figure 4 , Figure 5 , Figure 6 , Figure 7 and Figure 8 , the cross-section of the billet structure is partially flat square except for the circle ( image 3 , Figure 5 and Figure 7 The double dotted line in the middle indicates that the three sections can be properly flattened according to the forming requirements), and the single forging die forging adopts a forging process with one cavity and multiple fires to control the deformation amount of each fire to achieve the effect of pre-forging and final forging. The drawn billet is put into the forging die for forging and forming, the edge is eagerly trimmed, the heat is corrected in the mold, and then heat treatment is carried out. After the heat treatment, manual correction at room temperature is carri...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More