

Method for producing seamless pipe
A manufacturing method and technology for seamless pipes, which are applied in the directions of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of uniform sintering and shortening of the service life of the plug.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
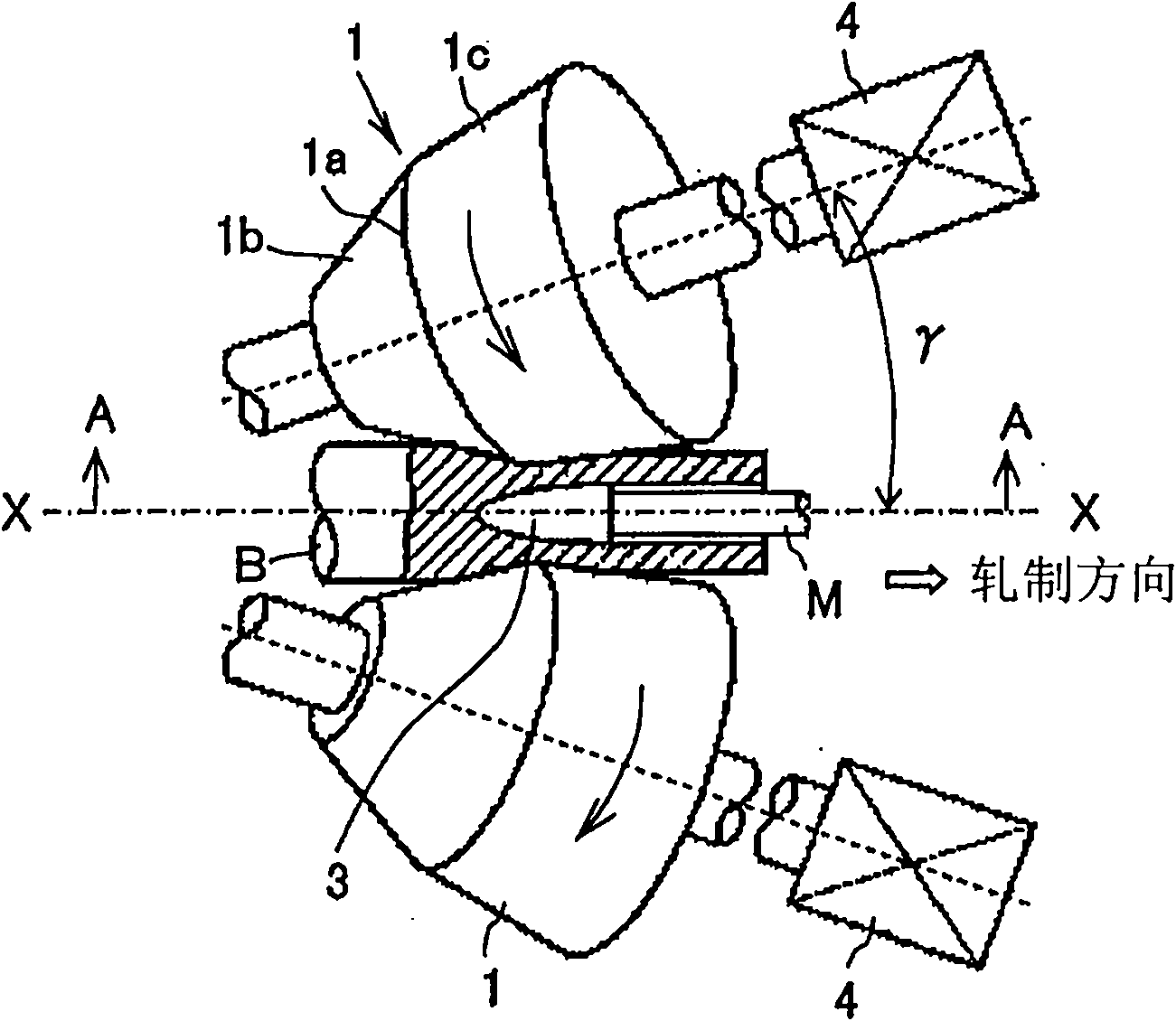
[0102] For the steel types having the chemical compositions shown in Table 1, a φ70 round billet was cut from the center portion of a φ225 round billet produced by continuous casting by billet rolling as a test material. As for the guide part, use disc-shaped rolls, change the shape of the main roll and the shape of the plug to perform piercing and rolling under the manufacturing conditions shown in Table 2 or Table 3, and measure the roughness of the inner surface of the hollow shell (defined in the JIS-0601 standard maximum height Rz).
[0103] [Table 1]
[0104] Table 1
[0105]
[0106] [Table 2]
[0107] Table 2
[0108] heating temperature
1180℃~1240℃
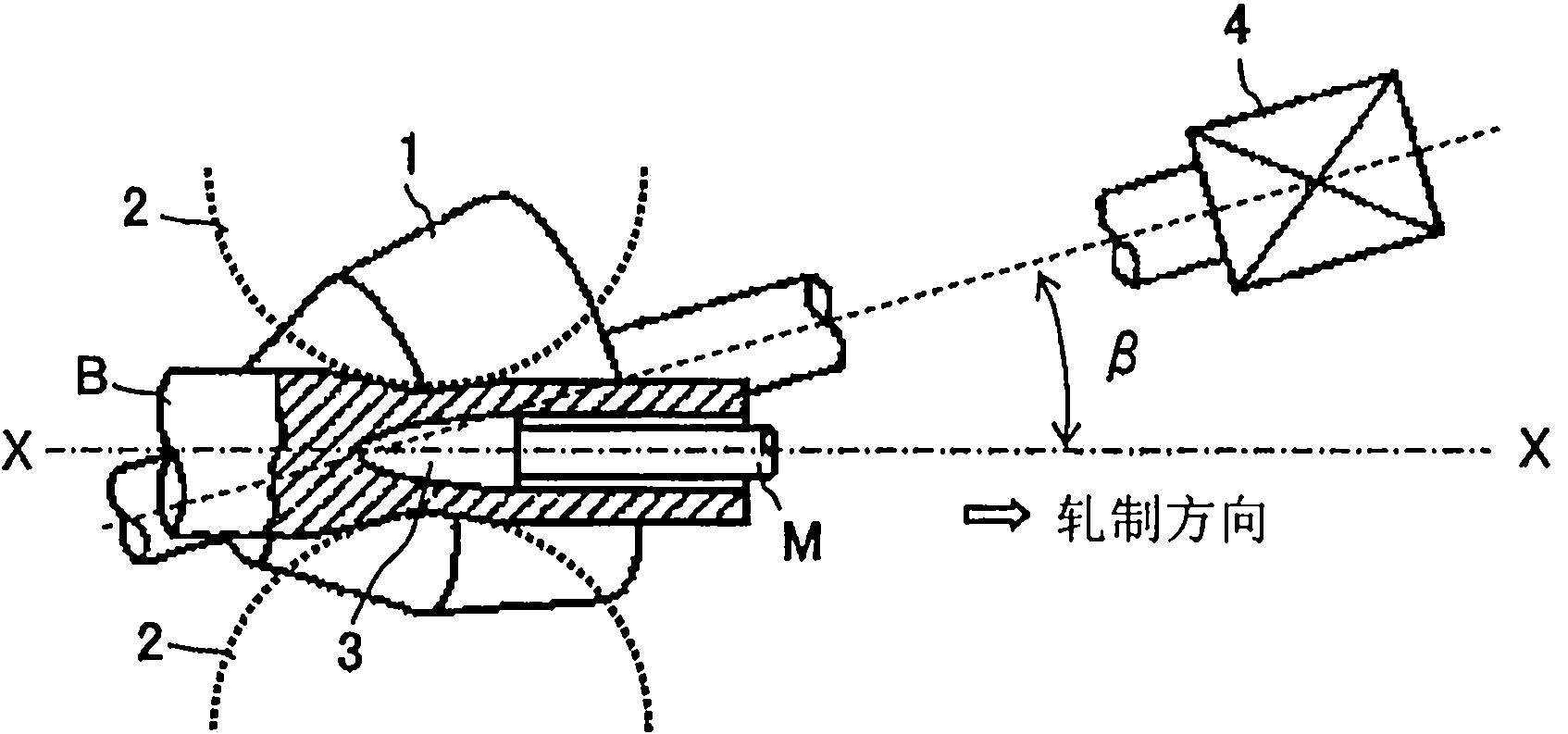
Tilt angle β
7°~16°
φ350~φ410mm
Main roll exit face angle θ r
3°~5.5°
Roll diameter ratio D 2 / D 1
0.9~1.3
Δθ=θ p -θ r
-0.25°~1.0°
Hollow tube outer diameter
70.0~75.0mm
Hollow tube blan...
Embodiment 2
[0118] After the continuous casting material having the chemical composition shown in Table 1 is made into a round billet of φ191 by billet rolling, 100 round billets with an outer diameter of φ73 , wall thickness t5.51 seamless steel pipe, and its inner surface characteristics were investigated. The results are shown in Table 5.
[0119] [Table 4]
[0120] Table 4
[0121] heating temperature
1240℃
Tilt angle β
6°~16°
Main roll chisel diameter D 1
φ1400mm
[0122] Main roll exit face angle θ r
3°~4°
Roll diameter ratio D 2 / D 1
1.05~1.15
Δθ=θ p -θ r
-1.5°~1.25°
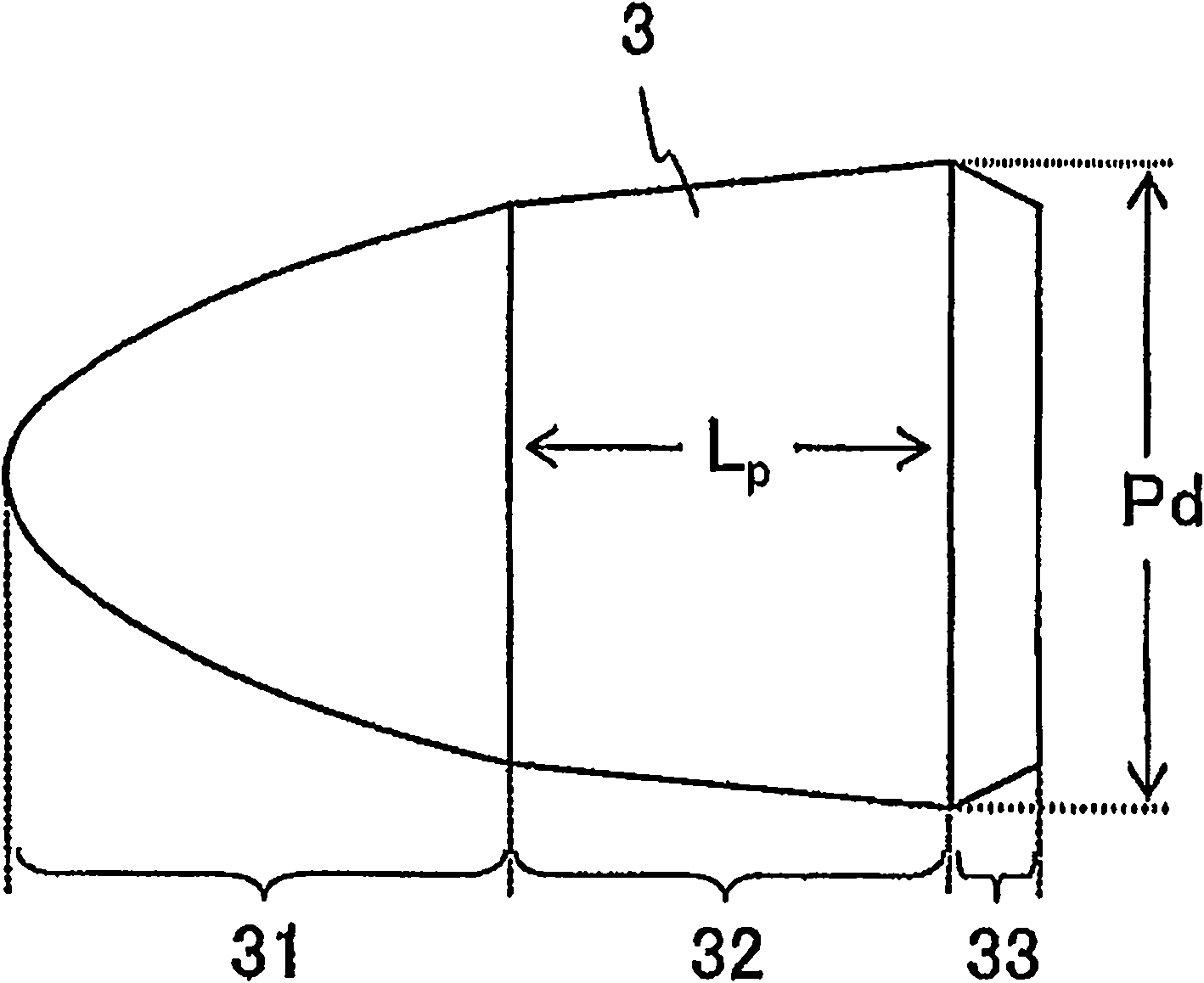
Head leveling number R n
0.8~3.5
[0123] [table 5]
[0124] table 5
[0125]
[0126] However, the meanings of A to E in the above table are as follows.
[0127] A: Calculated value of "Rn-(-0.37×Δθ+1.47)".
[0128] B: Calculated value of "Rn-(-0.24×Δθ+1.73)".
[0129] C: Calculated value of "0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More