Rolling and forming method for 0Cr25Ni20 stainless steel thin-wall ring
A 0cr25ni20, stainless steel technology, applied in the direction of metal rolling, can solve the problems of small machining allowance, unstable production, bell mouth, etc., to achieve high dimensional accuracy and save steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] Implementing the roll forming method of the 0Cr25Ni20 stainless steel thin-walled ring according to the present invention needs to provide equipment such as forging heating furnace, press machine, ring rolling machine, manipulator.
[0032] The main chemical element content (percentage by weight) of the steel is: 0.25% C content, 2.00% Mn content, 0.045% P content, 0.030% S content, 1.50% Si content, and 24.0%-26.0 Cr content. %, the content of Ni is 19.0% to 22.0%, and the balance is Fe.
[0033] The process steps of the steel from the bar to the production of qualified thin-walled rings are as follows:
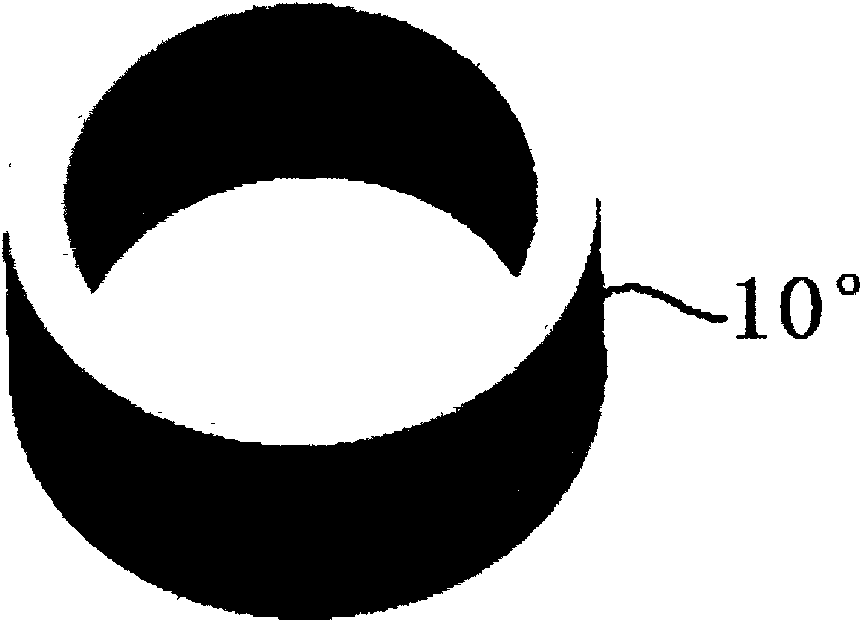
[0034] Step 1: Blank making.
[0035] The 0Cr25Ni20 stainless steel bar blanked according to the specifications is heated, upset, punched, drawn, and pre-rolled to produce a pre-rolled billet 10°, and its shape is as follows: figure 1 shown.
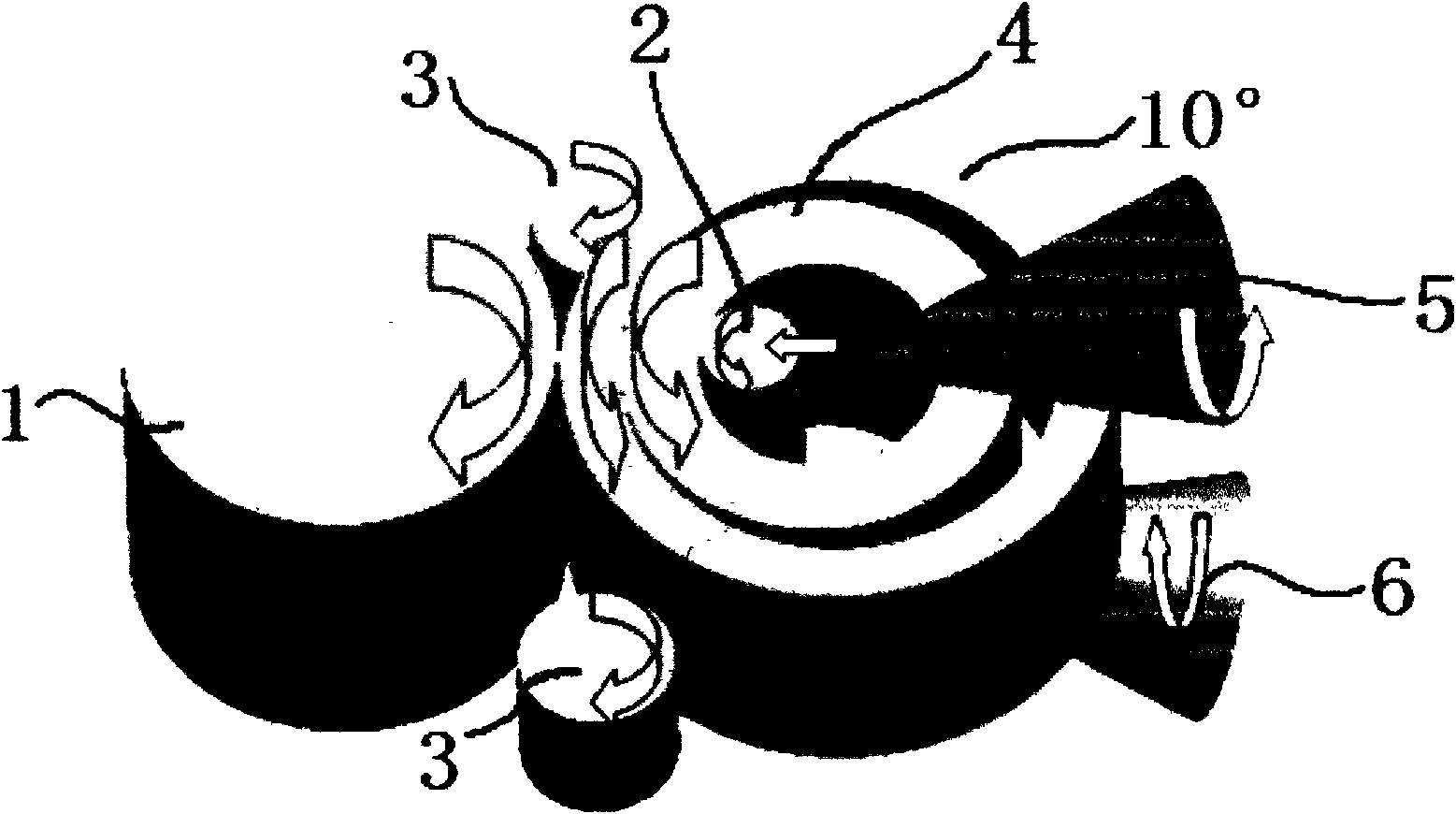
[0036] Step 2: Install the computer.
[0037] like figure 2 As shown, the pre-rolled billet is heated to a deformation t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com