

Method for rolling square steel
A square hole, square box technology, applied in the field of steel rolling, can solve the problems of no compatibility, inconsistency, increased number of roll changes, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0077] The Φ200 round hole is used as the middle hole to roll 142 squares, where the Φ200 round refers to the cold size, and the actual production hot size is Φ202.6.
[0078] 1. The configuration of each frame and the main pass parameters of the original conventional pass system when rolling 142×142 square steel
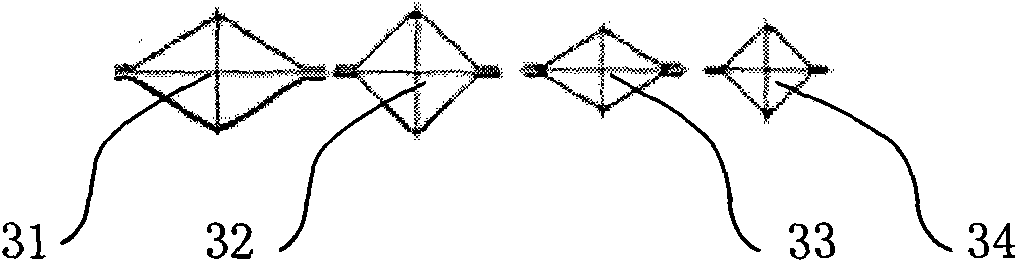
[0079] Such as image 3 As shown, it consists of rhombus hole 31, square hole 32, rhombus hole 33, and square hole 34 in turn.
[0080] The raw material of the middle square is 230×230, and the area of the middle square is 52127; the rolled product is 142×142, and the hot size during actual rolling is 142×1.013=143.85. The specific parameters are shown in Table 3.
[0081] Table 3: The pass configuration and pass parameters of each frame of 142 square meters produced by conventional technology
[0082]
[0083]
[0084] 2. The configuration of each stand and the main pass parameters when the new pass system rolls 142×142 square steel
[0085] Such as F...
example 2
[0105] 113 squares are rolled with 160 round holes as the middle hole, where Φ160 refers to the cold size, and the hot size in actual production is Φ162.
[0106] 1. The configuration of each frame and the main pass parameters of the original conventional pass system when rolling 113×113 square steel
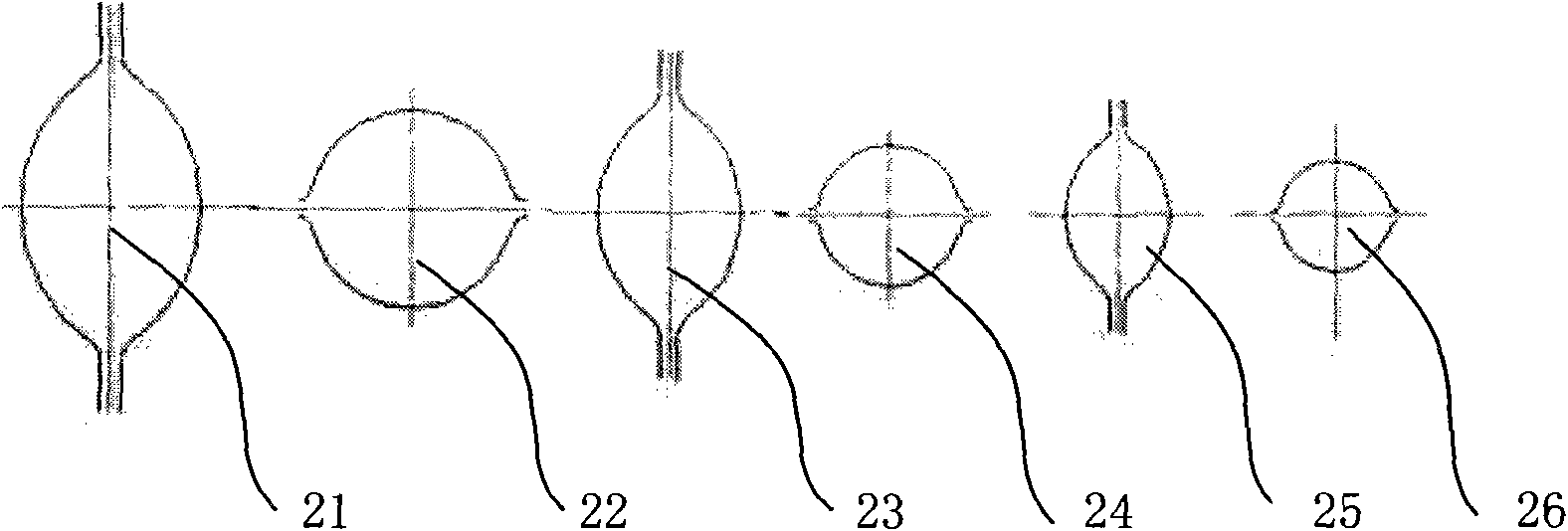
[0107] Such as Figure 5 As shown, it consists of a rhombus hole 51, a square hole 52, a rhombus hole 53, a square hole 54, a rhombus hole 55, and a square hole 56 in turn.
[0108] The raw material of the middle square is 235×235, and the area of the middle square is 54451; the rolled product is 113×113, and the hot size during actual rolling is 113×1.013=114.4. The specific parameters are detailed in Table 6.
[0109] Table 6: Pass configuration and pass parameters of each frame of 113 square meters produced by conventional process
[0110]
[0111]
[0112] 2. The configuration of each stand and the main pass parameters when the new pass system rolls 113×113 square...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More