

Soldering paste and soldering flux thereof, and preparation methods thereof
A technology of flux and solder paste, used in manufacturing tools, welding media, welding equipment, etc., can solve problems such as failure to pass the probe test and difficulty in solder paste, and achieve the effect of improving the pass rate of the probe test and improving the welding performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
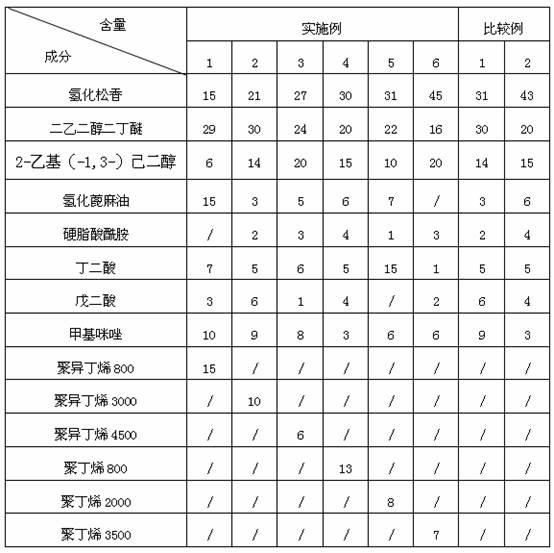
[0056] First, weigh 15 parts by weight of hydrogenated rosin, 29 parts by weight of diethylene glycol dibutyl ether, 6 parts by weight of 2-ethyl (-1,3-) hexanediol, and 15 parts by weight of hydrogenated castor oil into a stainless steel container Internal heating to 130°C ~ 150°C, and stirring until completely melted. Next, the temperature of the stainless steel container was lowered to 110° C. to 130° C., and then 7 parts by weight of succinic acid and 3 parts by weight of glutaric acid were added into the stainless steel container and stirred until completely melted. Next, the temperature of the stainless steel container was further lowered to 70°C to 90°C, and then 10 parts by weight of methylimidazole and 15 parts by weight of polyisobutylene 800 were added into the stainless steel container, stirred until completely melted, and then cooled to prepare flux. Finally, fully stir and mix the lead-free solder powder and flux in a vacuum mixer to obtain a solder paste.
Embodiment 2
[0058]First, 21 parts by weight of hydrogenated rosin, 30 parts by weight of diethylene glycol dibutyl ether, 14 parts by weight of 2-ethyl (-1,3-) hexanediol, 3 parts by weight of hydrogenated castor oil, 2 parts by weight of stearin The acid amide is weighed and placed in a stainless steel container, heated to 130°C to 150°C, and stirred until completely melted. Next, the temperature of the stainless steel container was lowered to 110° C. to 130° C., and then 5 parts by weight of succinic acid and 6 parts by weight of glutaric acid were added into the stainless steel container and stirred until completely melted. Next, the temperature of the stainless steel container was further lowered to 70°C to 90°C, and then 9 parts by weight of methylimidazole and 10 parts by weight of polyisobutylene 3000 were added into the stainless steel container, stirred until completely melted, and then cooled to prepare flux. Finally, fully stir and mix the lead-free solder powder and flux in a ...
Embodiment 3
[0060] First, 27 parts by weight of hydrogenated rosin, 24 parts by weight of diethylene glycol dibutyl ether, 20 parts by weight of 2-ethyl (-1,3-) hexanediol, 5 parts by weight of hydrogenated castor oil, 3 parts by weight of stearin The acid amide is weighed and placed in a stainless steel container, heated to 130°C to 150°C, and stirred until completely melted. Next, the temperature of the stainless steel container was lowered to 110° C. to 130° C., and then 6 parts by weight of succinic acid and 1 part by weight of glutaric acid were added into the stainless steel container and stirred until completely melted. Next, the temperature of the stainless steel container was further lowered to 70°C to 90°C, and then 8 parts by weight of methylimidazole and 6 parts by weight of polyisobutylene 4500 were added into the stainless steel container, stirred until completely melted, and then cooled to prepare flux. Finally, fully stir and mix the lead-free solder powder and flux in a v...
PUM
| Property | Measurement | Unit |
|---|---|---|
| boiling point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More