Process for producing insulation type electronic component carrying tape
A technology of electronic components and production process, which is applied in the field of production process of electronic component carrier tape, can solve the problems of high production cost and low product quality, and achieve low production energy consumption, high heat distortion temperature, production efficiency and product quality high quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] A manufacturing process of an insulating carrier tape for electronic components, comprising the following steps in turn: (1) making a polymer raw material into a thin film fluid, and processing the film fluid into an intermediate product of the carrier tape with pockets through a convex-concave mold, said polymerizing The raw material of the product is a mixture of general-purpose polystyrene and high-impact polystyrene. According to the mass ratio, general-purpose polystyrene is 70%, and high-impact polystyrene is 30%. Left and right; (2) punching and trimming the intermediate product of the carrier tape to obtain the finished product of the insulating type electronic component carrier tape.
[0020]In the above step (1), the polymer raw material is made into a film fluid through an extruder, and the convex and concave molds move in the same direction as the film exiting direction of the extruder and the moving speed is the same as the film exiting speed of the extruder...
Embodiment 2
[0028] A manufacturing process of an insulated electronic component carrier tape, the process steps are the same as in Example 1, the difference is that the proportions of general-purpose polystyrene and high-impact polystyrene in the polymer raw materials are different, and according to the mass ratio, General-purpose polystyrene is 80%, high-impact polystyrene is 20%, and the temperature of the convex-concave mold for film processing is controlled at about 200°C. The flow velocity of the film fluid is 18 m / min, and the downward movement speed of the convex and concave molds is consistent with the flow velocity of the film.
Embodiment 3
[0030] A manufacturing process of an insulated electronic component carrier tape, the process steps are the same as in Example 1, the difference is that the proportions of general-purpose polystyrene and high-impact polystyrene in the polymer raw materials are different, and according to the mass ratio, General-purpose polystyrene is 90%, high-impact polystyrene is 10%, and the temperature of the convex-concave mold for film processing is controlled at about 205°C; the flow speed of the film fluid is 22 m / min, and the downward movement speed of the convex-concave mold is the same as that of the film Flow speed is consistent.
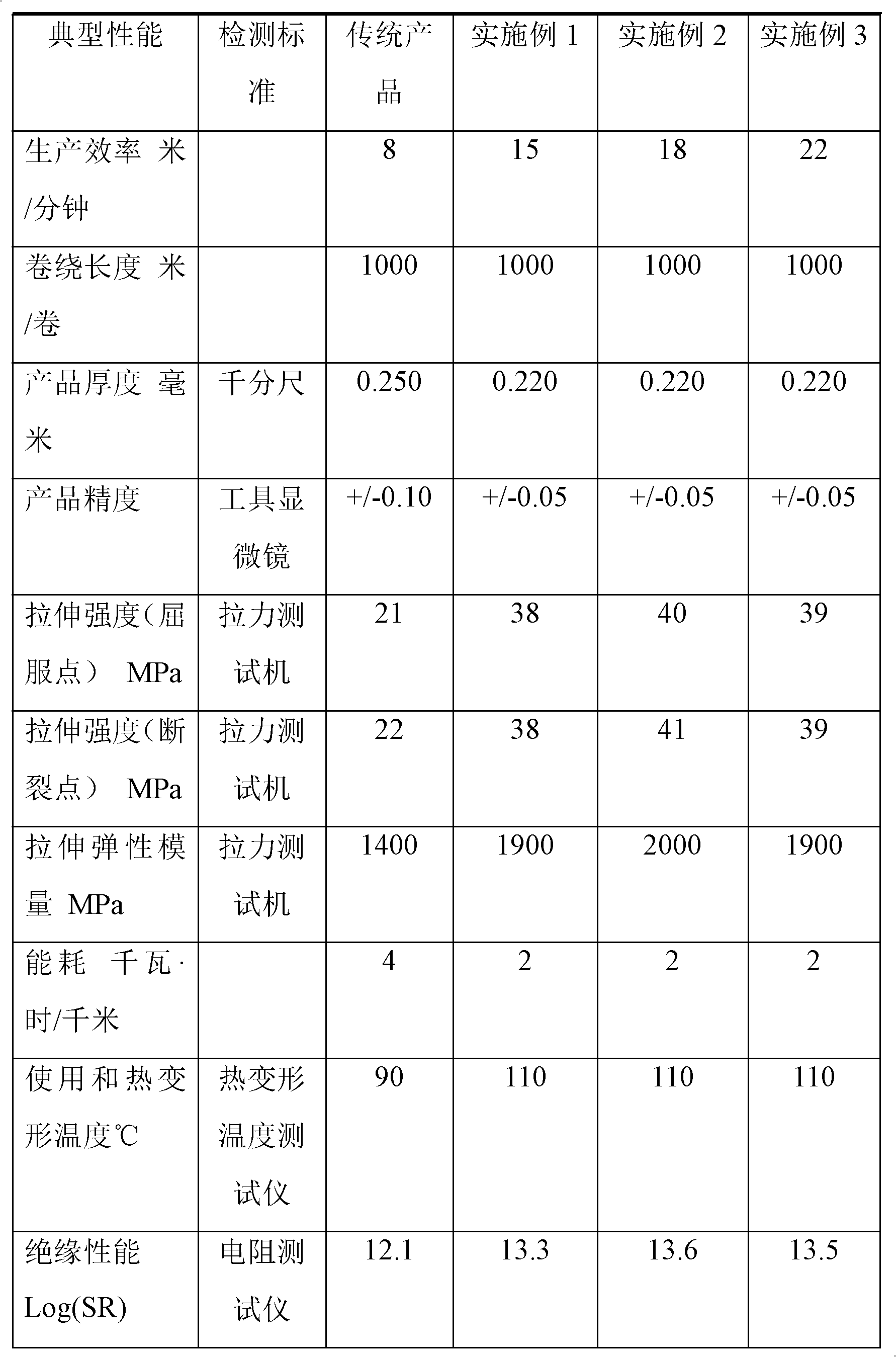
[0031] Following table is the data comparison of traditional product and 3 embodiments of this patent.
[0032]
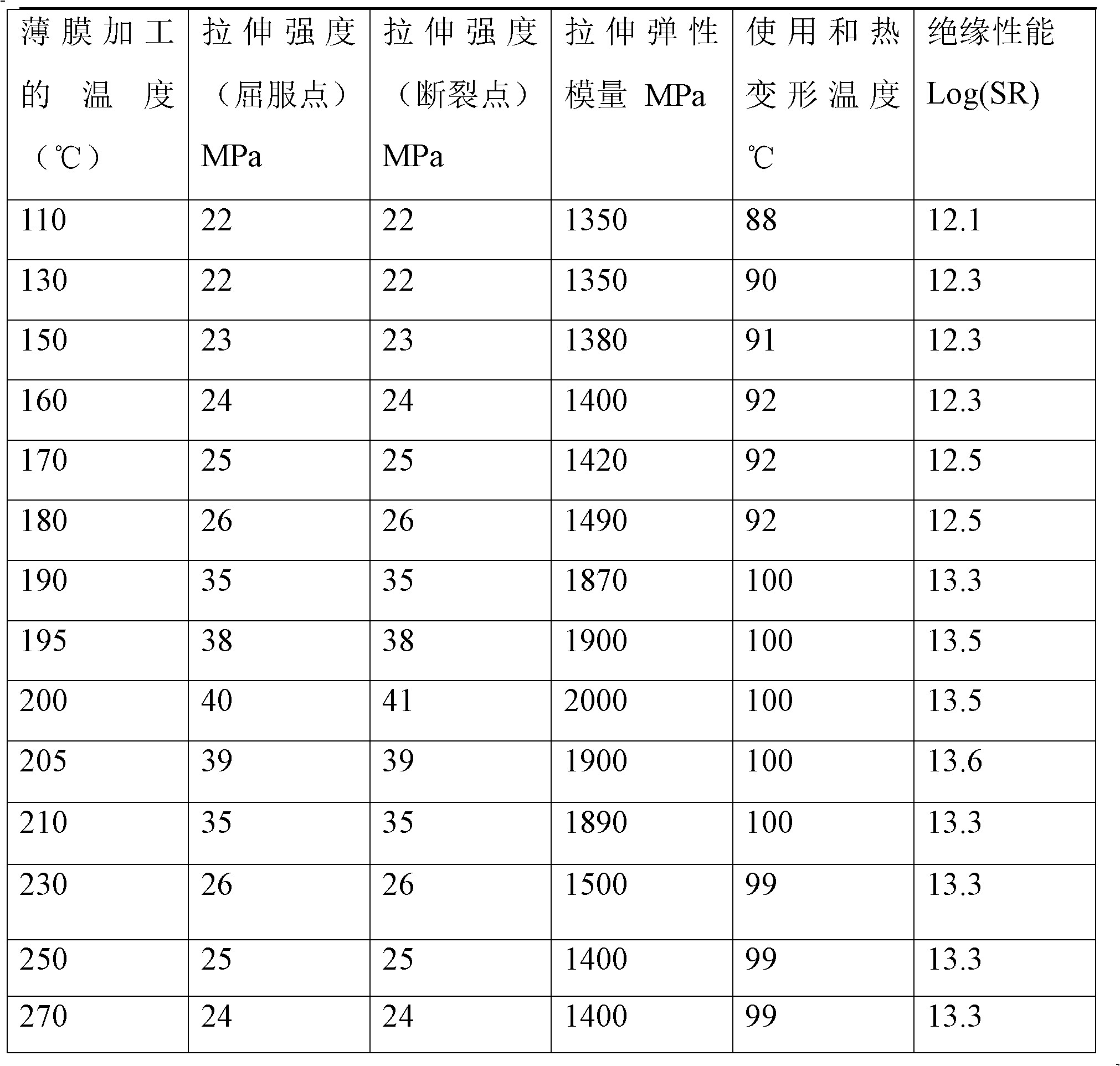
[0033] The table below is a comparison of data at different processing temperatures for thin film fluids.
[0034]
[0035] It can be seen from the above table that the temperature of the film fluid during processing is between 195°C a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More