

Method for extruding and forming stainless steel three-way joint
A tee joint and extrusion molding technology, which is applied in metal extrusion forming tools, metal extrusion, metal processing equipment, etc., can solve the problems of environmental pollution, hydraulic oil consumption, easy deterioration, etc., and achieve a clean production environment , The operation method is simple, and the effect of improving the processing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
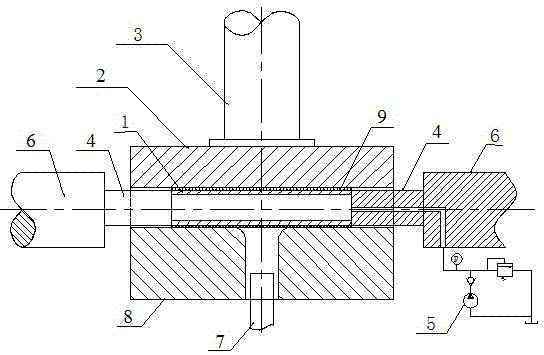
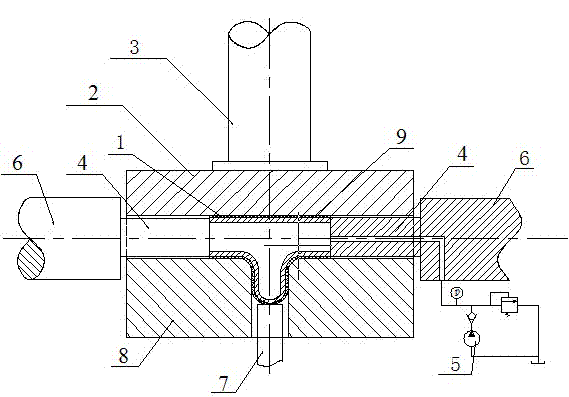
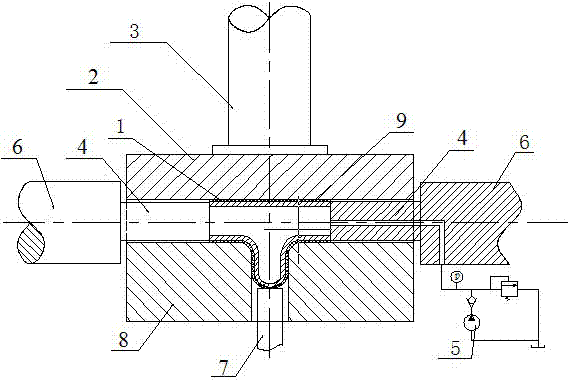
[0013] The specific implementation of the extrusion molding method for the stainless steel tee joint of the present invention will be described below with reference to the accompanying drawings.
[0014] It should be noted that the extrusion molding method of the stainless steel tee joint of the present invention is basically the same as the extrusion molding method of the prior art on some extrusion molding equipment used, so in the following description, for some involved Well-known devices and processes are only briefly described. Different from the prior art, the present invention involves changes in some process steps and working media during the extrusion molding process, which is the main technical idea of the stainless steel tee joint extrusion molding method of the present invention.
[0015] see figure 1 and figure 2 As shown, the stainless steel tee joint extrusion molding method of the present invention comprises the following technical steps:
[0016] First,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More