

Process for casting hot air grate for blast furnace
A casting process and hot air technology, used in manufacturing tools, casting molding equipment, casting molds, etc., can solve the problems that the dimensional tolerance of castings is difficult to meet the requirements, the dimensional accuracy of castings cannot be guaranteed, and the work efficiency is reduced, so as to eliminate the need for grinding and surface The effect of repairing workload, improving surface quality and dimensional accuracy, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] Below in conjunction with embodiment, the specific embodiment of the present invention is further described:
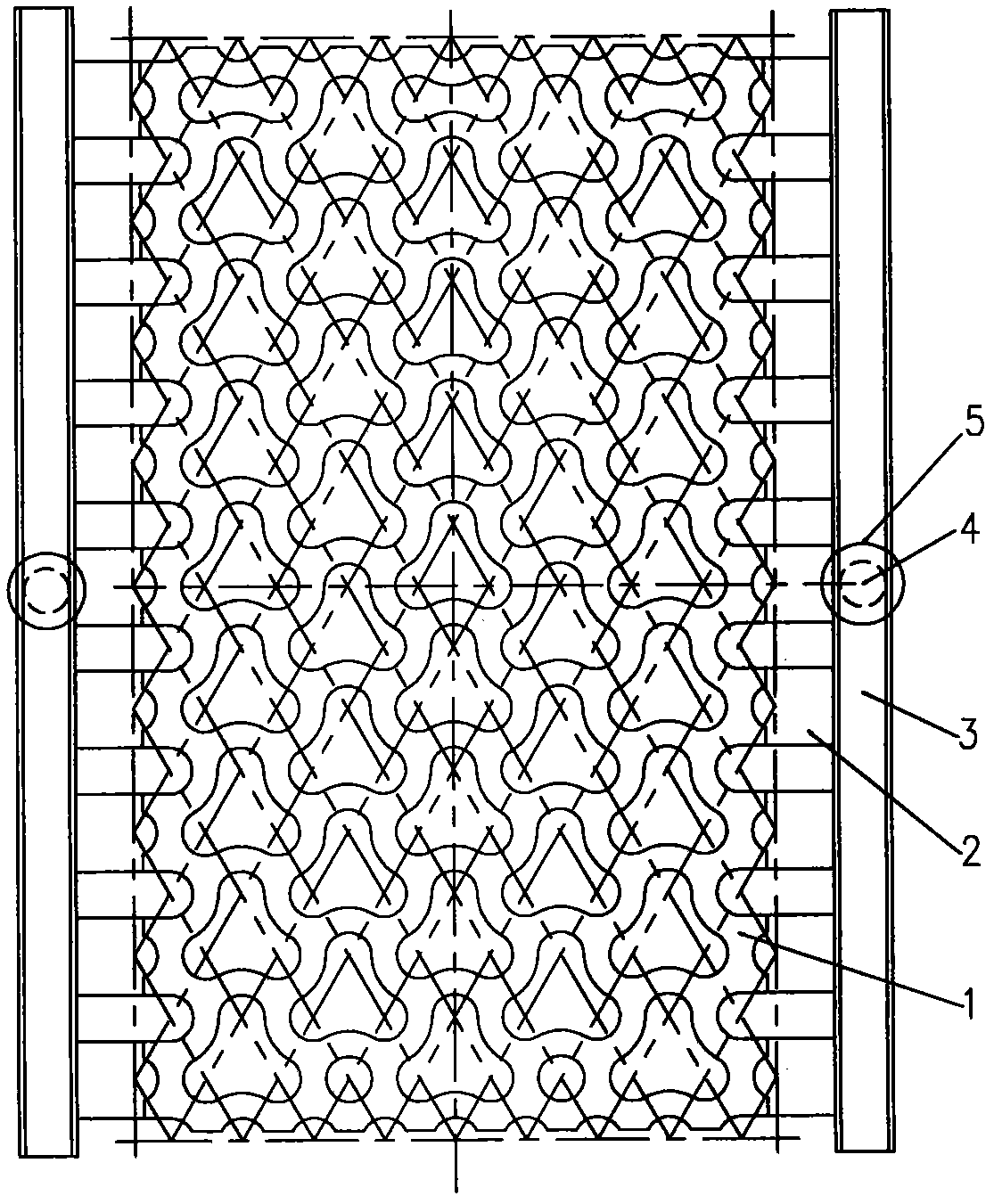
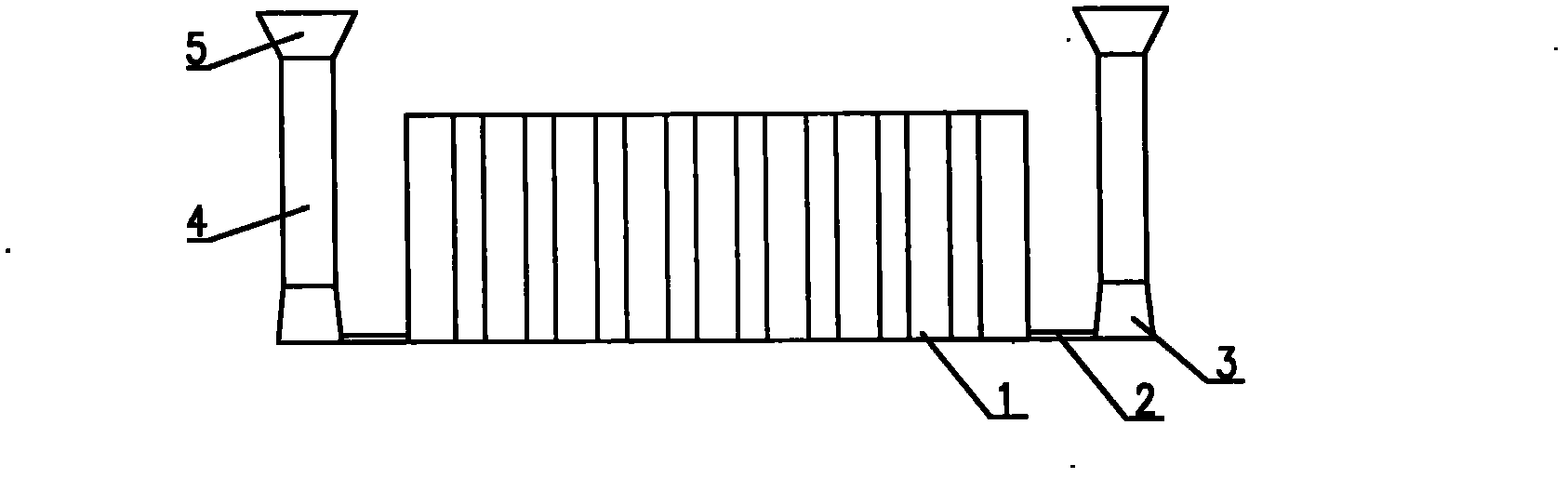
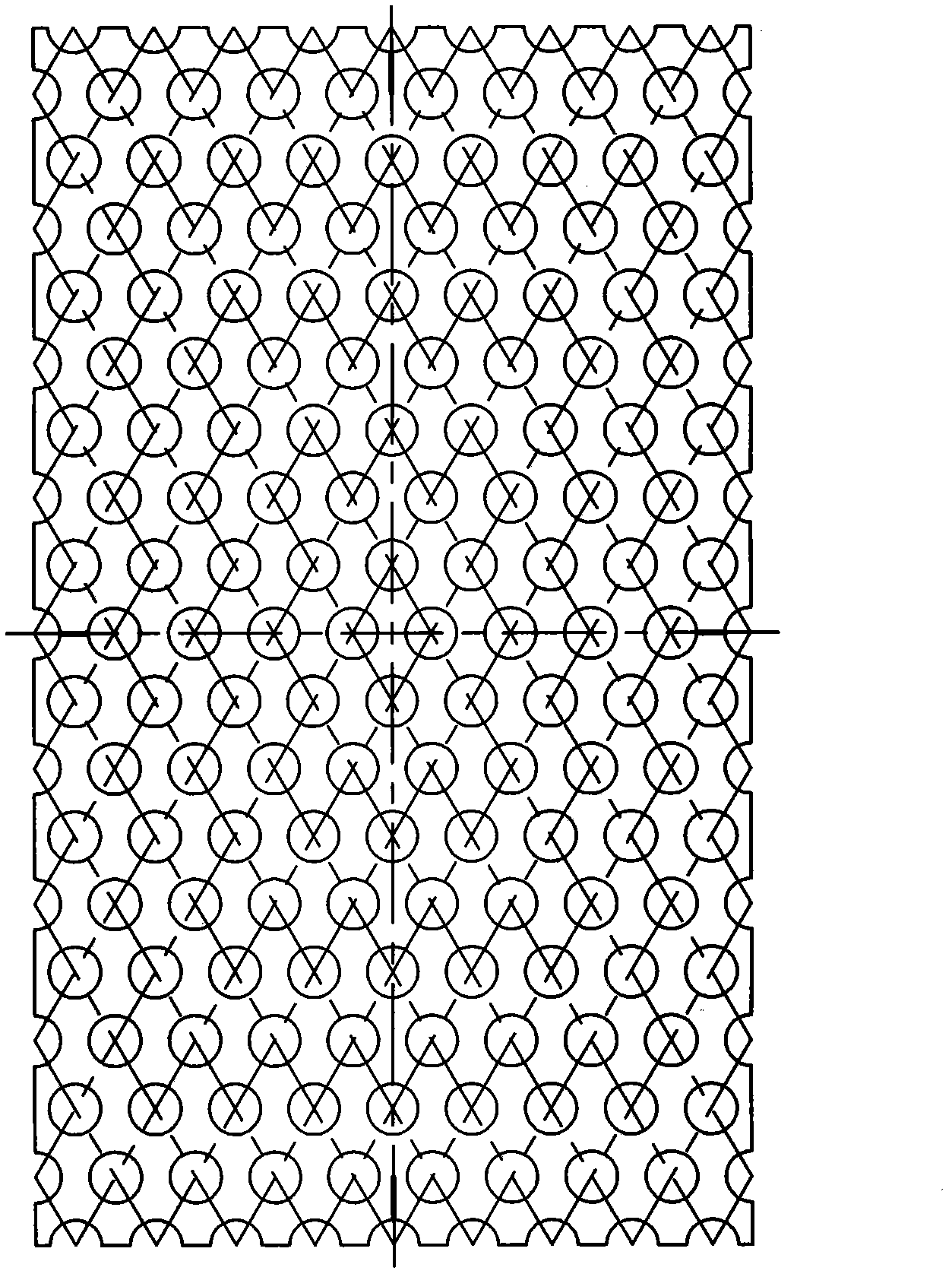
[0016] See figure 1 , figure 2 , is a schematic diagram of the cast wood structure in the embodiment of the present invention. The casting process of the blast furnace hot air grate includes forming, smelting and pouring. The casting steps are as follows:
[0017] 1) Make the outer body wood type 1, using the wood peeling solid sample, the water injection port method at the bottom on both sides, the inner nozzle 2 is a flat section, the wooden horizontal nozzle 3, the straight nozzle 4 use a straight porcelain tube, the nozzle cup 5 is a wood type, and the outer The casting shrinkage rate of the mold and the sand core is 11‰ or 12‰; the cross-sectional area ratio of the straight nozzle, the horizontal nozzle and the inner nozzle is ∑A 直 :∑A 横 :∑A 内 =(1.2-1.8):(2.0-3.0):1.0;
[0018] The outer shape is made of cold hard resin sand. The lower sand mold is f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More