Manufacturing method of steel forged component of 18CrNiMo7-6 large gear
A large-scale gear and manufacturing method technology, applied in the production of alloy structural steel 18CrNiMo7-6 gear steel, large-scale gear steel forgings manufacturing field, can solve the narrow hardenability zone durability, large-scale gear steel cutting difficulty, white spot quality, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0053] Furnace number: 10203011386, finished hole cake specifications: outer diameter 1129mm x inner diameter 442mm x height 291mm, forging ratio 11.8.
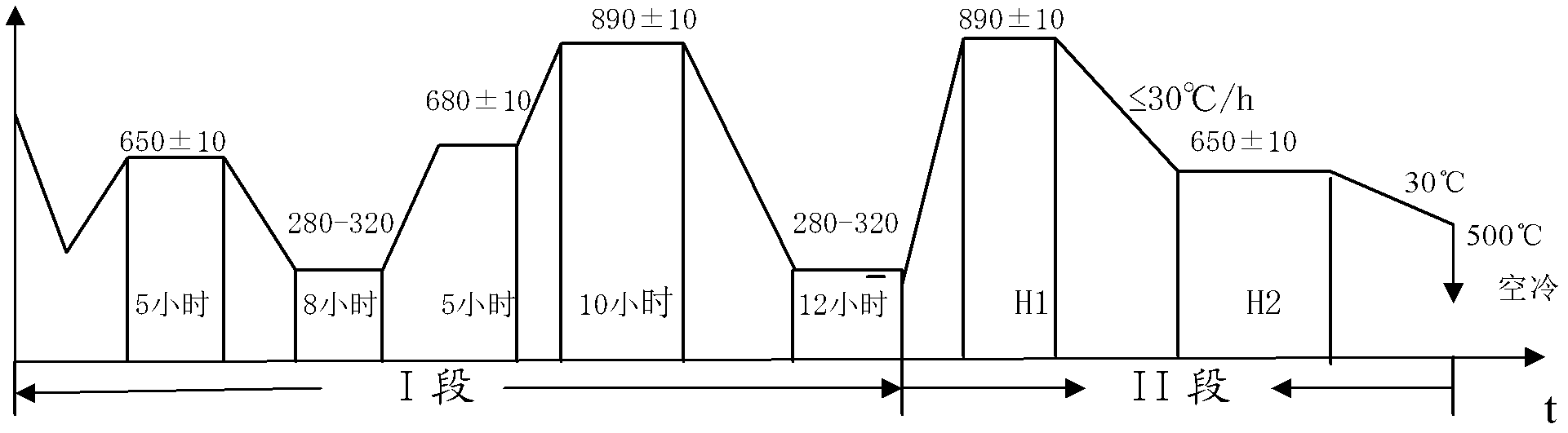
[0054] Process flow: Electric Furnace→LF→VD→Ingot Casting→Chamber Furnace Heating→3500 Fast Forging Forging (Two Upsetting and Two Drawing Processes)→Middle Billet Annealing→Middle Billet Cutting→Chamber Furnace Heating→3500 Fast Forging Forging Finished Hole Cake → Hole cake annealing.
[0055] (1) Steelmaking process
[0056] ①Chemical composition
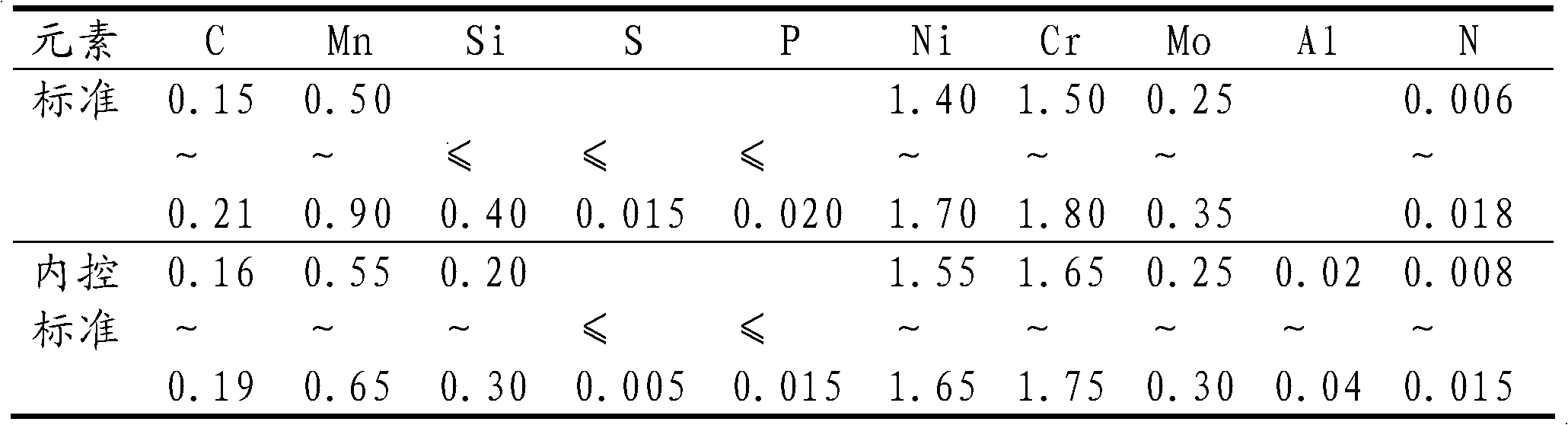
[0057] The chemical composition standard of 18CrNiMo7-6 is shown in Table 4.
[0058] Table 4
[0059]
[0060] ②Electric furnace process
[0061] Use 30% of scrap steel and pig iron; tap temperature 1670°C, P content 0.010%, end point carbon 0.010%, reduce oxygen intensity 3 minutes before tapping, increase carbon spray dosage by 378Kg; add aluminum 162kg for final deoxidation; free space 810mm, no oxidation slag.
[0062] ②LF process
[0063] Feed aluminum at 0.08% w...
Embodiment 2
[0088] Furnace number: 10203022144, finished product specification φ390mm, forging ratio 9.9; process flow: electric furnace→LF→VD→ingot casting→chamber furnace heating→2000 fast forging (one upsetting and one drawing process)→steel annealing.
[0089] (1) Steelmaking process
[0090] ①Chemical composition
[0091] The chemical composition standard of 18CrNiMo 7-6 is shown in Table 8.
[0092] Table 8
[0093]
[0094] ②Electric furnace process
[0095] Use 30% of scrap steel and pig iron; tap temperature 1680°C, P content 0.0093%, end point carbon 0.072%, reduce oxygen intensity 3 minutes before tapping, increase carbon spray dosage by 400Kg; add aluminum 150kg for final deoxidation; free space 820mm, no oxidation slag.
[0096] ③LF process
[0097] Feed aluminum at 0.08% when in place, use carbon powder + Al particle diffusion deoxidation throughout the process, add 30Kg in the first batch, and keep white slag for 33 minutes; according to the results of all aluminum ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com