

Method for preventing deformation of large-size thin-wall annular casting during welding process
A technology of welding process and thin-walled rings, which is applied in welding equipment, welding accessories, arc welding equipment, etc., can solve the problems of high dimensional tolerance requirements, large diameter span, and excessive repair costs, so as to improve production efficiency, reduce welding stress, reduce The effect of small heat concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] A method for preventing deformation during welding of large-size thin-walled ring castings is characterized in that the method includes the following steps:
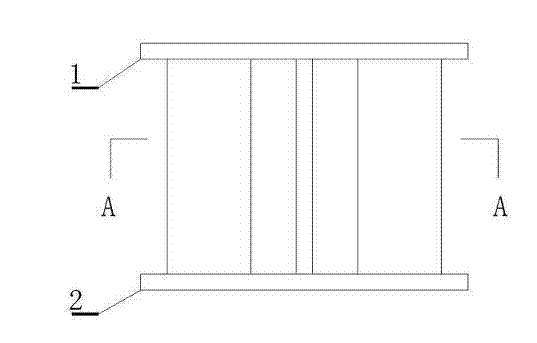
[0025] a. Preparation before welding: Make a tool that supports the casting at least five points, ensures that the casting is flat when welding, and is not subject to external force to produce deformation pad iron and anti-deformation welding, and then fix the casting on the tool ;
[0026] b. Preheating before welding: preheat the welding area to 100~200℃ through the natural gas preheating pipe before welding;
[0027] c. Selection of welding process parameters: manual welding, low carbon steel electrode E5015-G (GB / T5118-”1995) with diameters of 4.0mm and 5.0mm, welding current controlled at 160~220A, voltage controlled at 15~30V, The length of the single-pass weld is controlled between 80 and 120mm, and the welding is symmetrical and segmented to minimize local heat concentration;
[0028] d. Welding process ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More