

Low-alloy ultrahigh-strength wear-resistant steel and production method thereof
An ultra-high strength, production method technology, applied in the field of metal materials, can solve the problems of wear resistance, impact performance, plastic toughness, etc., to achieve high wear resistance, simple manufacturing and processing technology, high toughness and wear resistance. sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
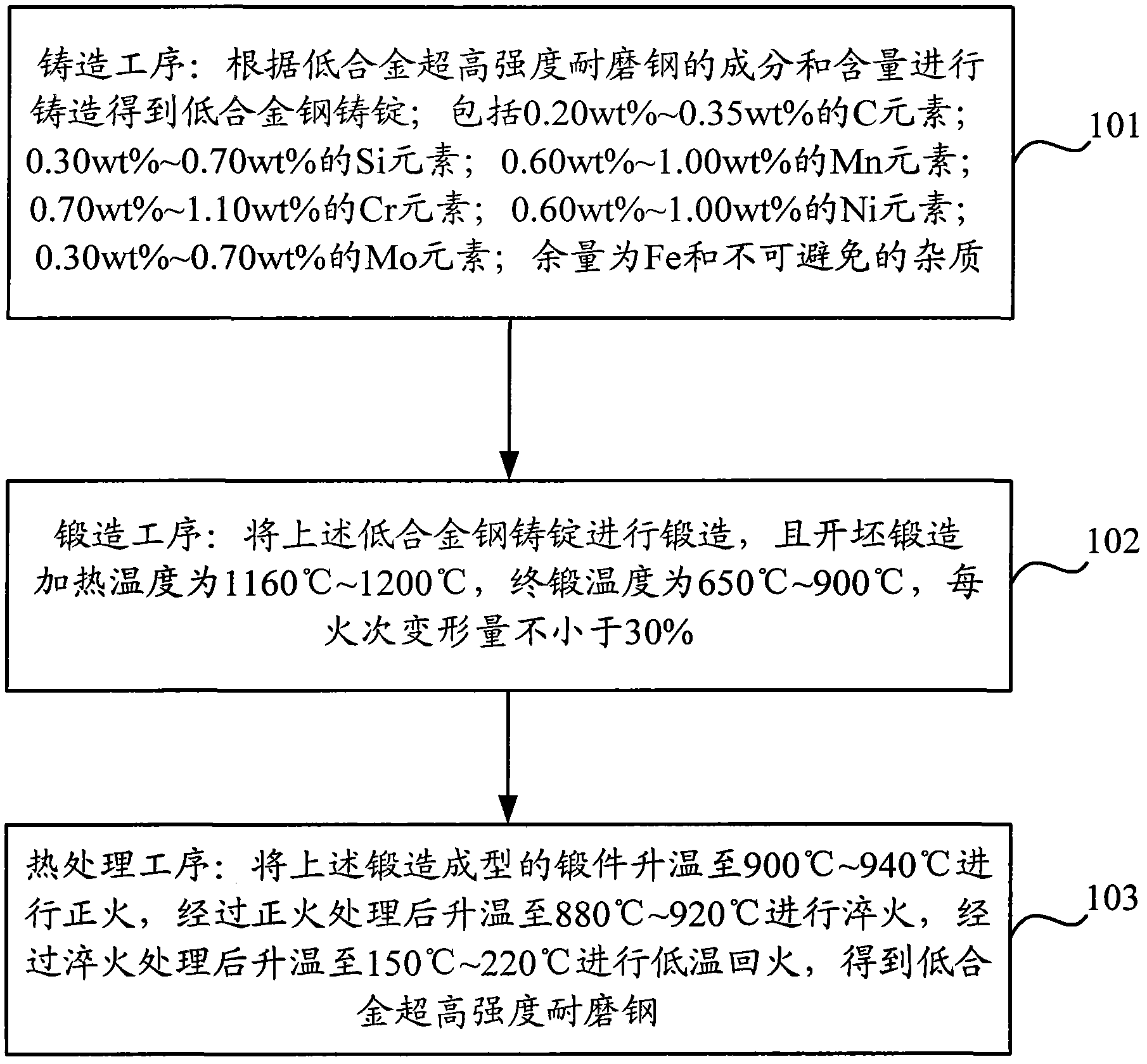
[0058]Based on the composition and content of the above-mentioned low-alloy high-strength and high-toughness steel, Embodiment 1 of the present invention provides a production method of low-alloy ultra-high-strength wear-resistant steel to achieve a low-alloy ultra-high-strength wear-resistant steel with a yield strength of 1500 MPa; and The low-alloy ultra-high-strength wear-resistant steel can solve the problems of alloy chemical element content, material forming process, and increase the strength level; the method performs large-deformation forging on the as-cast material, and the forging can break the as-cast structure and refine the grain size. grains, increase dislocation density, improve strength, and heal some defects formed by casting to prevent the decrease of plasticity and toughness; after forging, quenching + low-temperature tempering heat treatment is carried out to obtain tempered sorbite structure, which can obtain ultra-high strength , while maintaining a certa...
Embodiment 2
[0075] Step 1. Cast a low-alloy ultra-high-strength wear-resistant steel ingot with the composition shown in Table 1, and the specification of the ingot is Φ100×110mm, and control the melting and pouring process.
[0076] Table 1 Low alloy steel chemical composition (wt%)
[0077] C
[0078] Step 2, forging the ingot obtained in step 1.
[0079] In the embodiment of the present invention, the heating temperature for blank forging is 1160-1200°C, the final forging temperature is 700°C, the deformation per firing is not less than 30%, and the cross-sectional specification of the forging is 16×80mm.
[0080] Step 3. Heating the forging obtained in step 2 to 920° C., keeping it warm for 3 hours, and cooling to room temperature in the air; this process is a normalizing process.
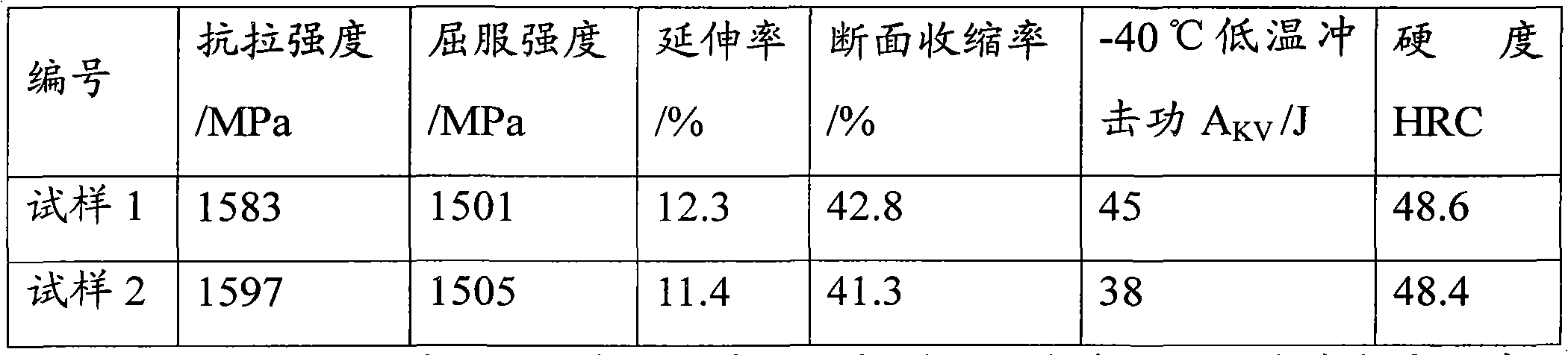
[0081] Step 4. Heating the forged piece obtained in Step 3 to 900° C., keeping it warm for 2 hours, and rapidly cooling to room temperature in water; this process is a quenching treatment proc...
Embodiment 3
[0089] Step 1. Cast a low-alloy ultra-high-strength wear-resistant steel ingot with the composition shown in Table 3, and the specification of the ingot is Φ100×110mm, and control the melting and pouring process.
[0090] Table 3 Chemical Composition of Low Alloy Steel (wt%)
[0091] C
S
P
mn
Si
Cr
Ni
Mo
Al
La
0.20
0.005
0.022
0.78
0.62
0.95
0.93
0.66
0.042
0.0013
[0092] Step 2, forging the ingot obtained in step 1.
[0093] In the embodiment of the present invention, the heating temperature for blank forging is 1160-1200°C, the final forging temperature is 750°C, the deformation per firing is not less than 30%, and the cross-sectional specification of the forging is 16×80mm.
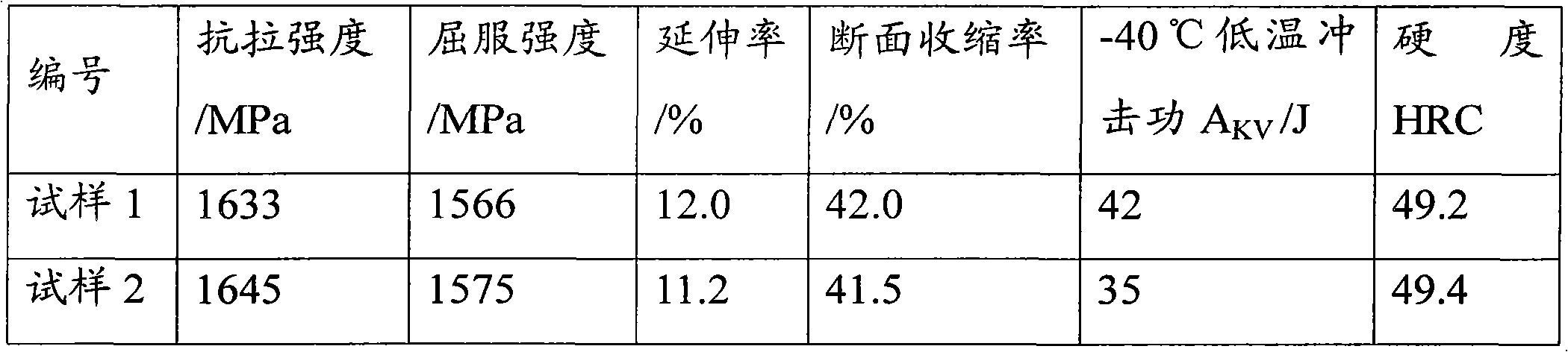
[0094] Step 3. Heating the forging obtained in step 2 to 930° C., keeping it warm for 3 hours, and cooling to room temperature in the air; this process is a normalizing process...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More